オリジナル製品でゼロからつくるキーボード

私たちはこれまで、技術者により手軽なものづくりを届けるため、数々のコンパクトな工作機械を開発してきました。そのなかでも、卓上 CNC フライス「KitMill」、卓上ペレタイザー「CONERI」、卓上射出成形機「INARI」の 3 製品を揃えれば、一般的な射出成形の工程をオフィスの一角で完結できます。本記事ではこれらのオリジナル製品を併用し、実際に社内で製品開発を完結した事例として、「キーボード」の製作過程をご紹介します。
このキーボードは、当社開発部の新入社員が展示会用のサンプルとして考案し、1 人で製作を担当しました。設計から試作、完成までを約 1 か月で行っています。開発を担当した社員による、製作の裏側を解説した note記事 も公開していますので、ぜひあわせてご覧ください。
目次
使用したオリジナル製品
使用した主な材料・部品
- PS(ポリスチレン)
- マスターバッチ(着色剤)
- A2017(ジュラルミン)
- アクリル板(白)
- ベークライト(生基板)
- キースイッチ
なぜ「キーボード」なのか
今回の展示会に向けたサンプル製作では、発売されたばかりの「CONERI」の特長である調色の柔軟性を伝えられることが条件の一つです。そのため、色の表現が活きるカラフルな見た目のサンプルを製作したいと考えました。
また、展示会には技術者や開発者、プロダクトデザイナーなど、ものづくりに関わる様々な業種のお客様が来場します。そのため、多くの方にとって馴染みがあり、用途が具体的にイメージしやすいものであることも重視しました。これらの条件をもとに、サンプルの方向性を整理するためのマインドマップを作成し、アイデアをだしていきました。
その中から、条件を満たすものとして最終的にキーボードを採用しました。キーボードはあらゆる業種で日常的に使われており、多くのお客様が身近に感じられる製品です。また、実際に手で触れながら、触り心地や質感を体感していただける点も、展示サンプルとして適していると判断しました。
キーボードの製作工程
1. キーボードの設計
まずは、製作するキーボードのサイズを検討しました。フルサイズ(テンキー付き)のキーボードはキー数が多く、製作には時間がかかります。今回は展示会までの 1 ヶ月の期間で製作するため、60% サイズのキーボードを製作することにしました。
キーボードのサイズが決まったら、いよいよ各パーツを設計していきます。キーボードを構成するパーツの中でも、全体の印象を大きく左右するのがキーキャップです。そこで、まずはキーキャップの設計から着手しました。
設計には 3D CAD/CAM ソフトウェア「Fusion」を使用しました。「Fusion」には CAD と CAM の機能が統合されており、加工したい部品の 3Dモデル作成から、加工に必要な NCプログラムの生成まで一貫して行うことができます。
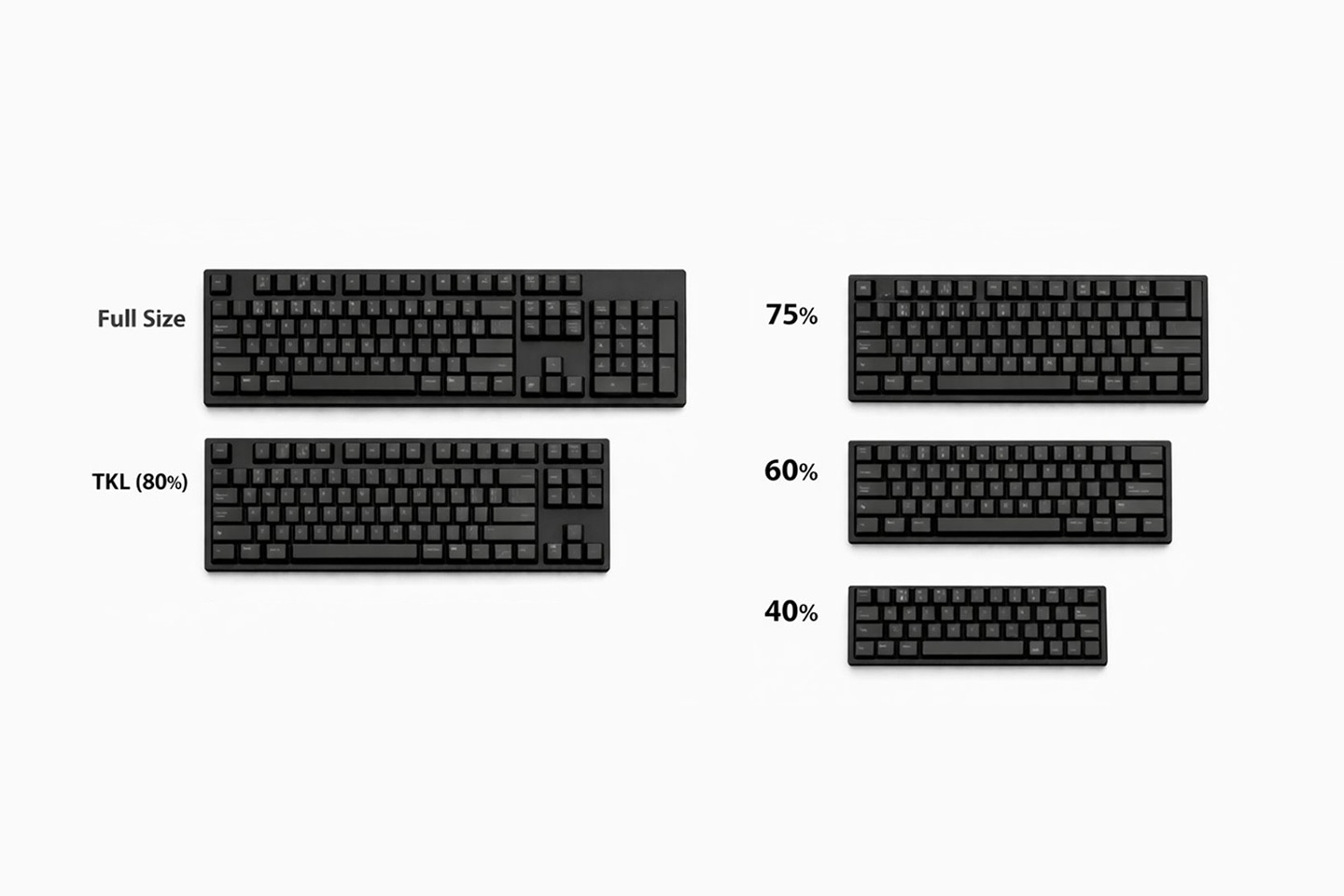
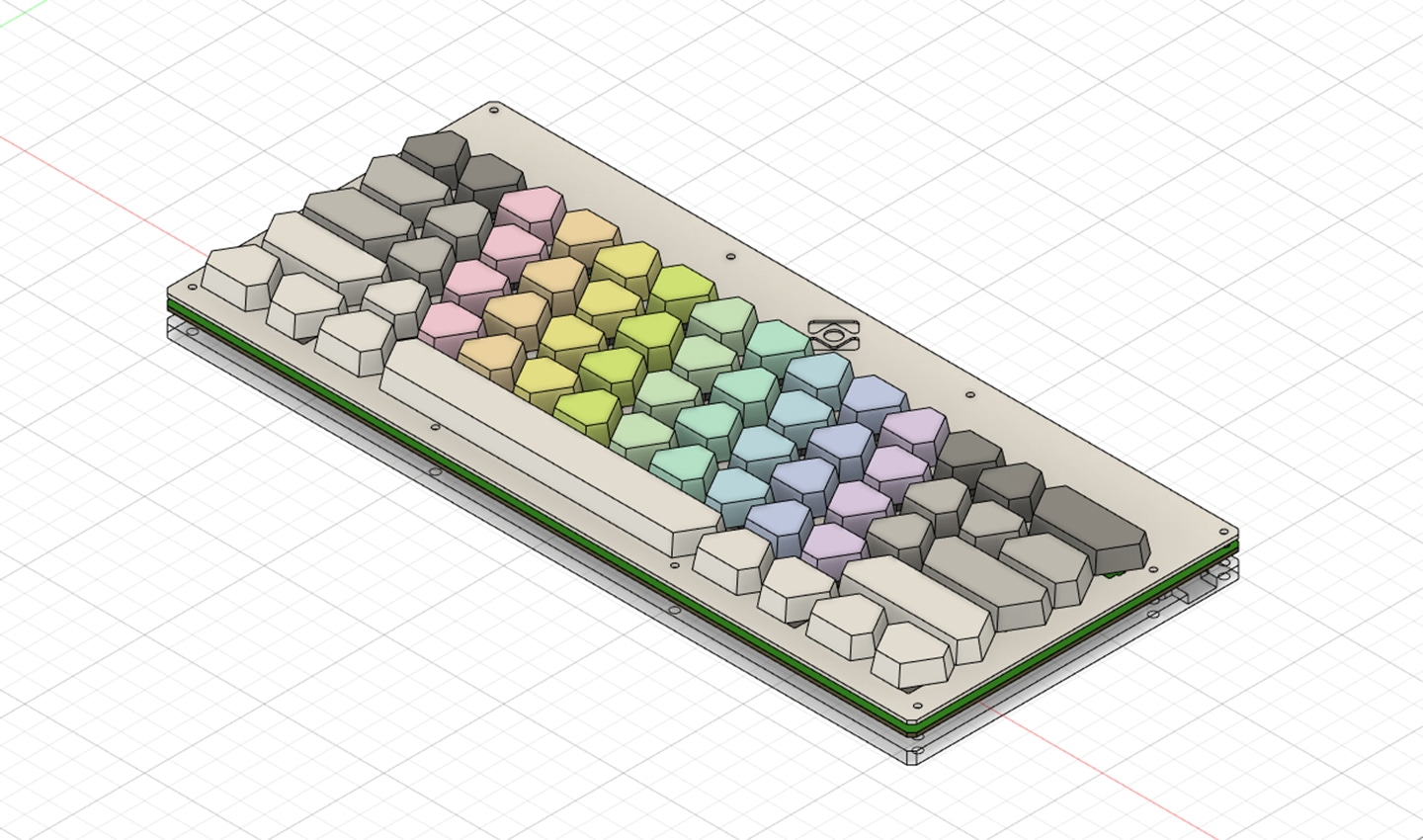
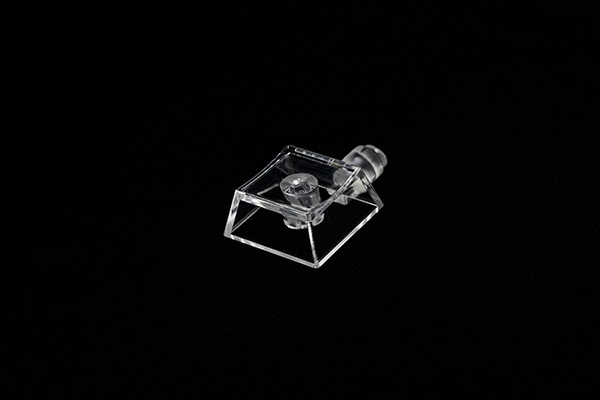
今回製作するキーキャップの設計では、主に 2 つの条件を重視しました。ひとつは、成形回数が多くなることを想定し、多色成形は行わず 1 度の成形で完結できる構造にすること。もうひとつは、展示会でサンプルとして展示することを考えて、お客様にご覧いただいた際に印象に残るデザインにすることです。これらを踏まえ、単色でも造形そのものがアクセントとなるよう、角を落とした三角形に近いフォルムのデザインにしました。
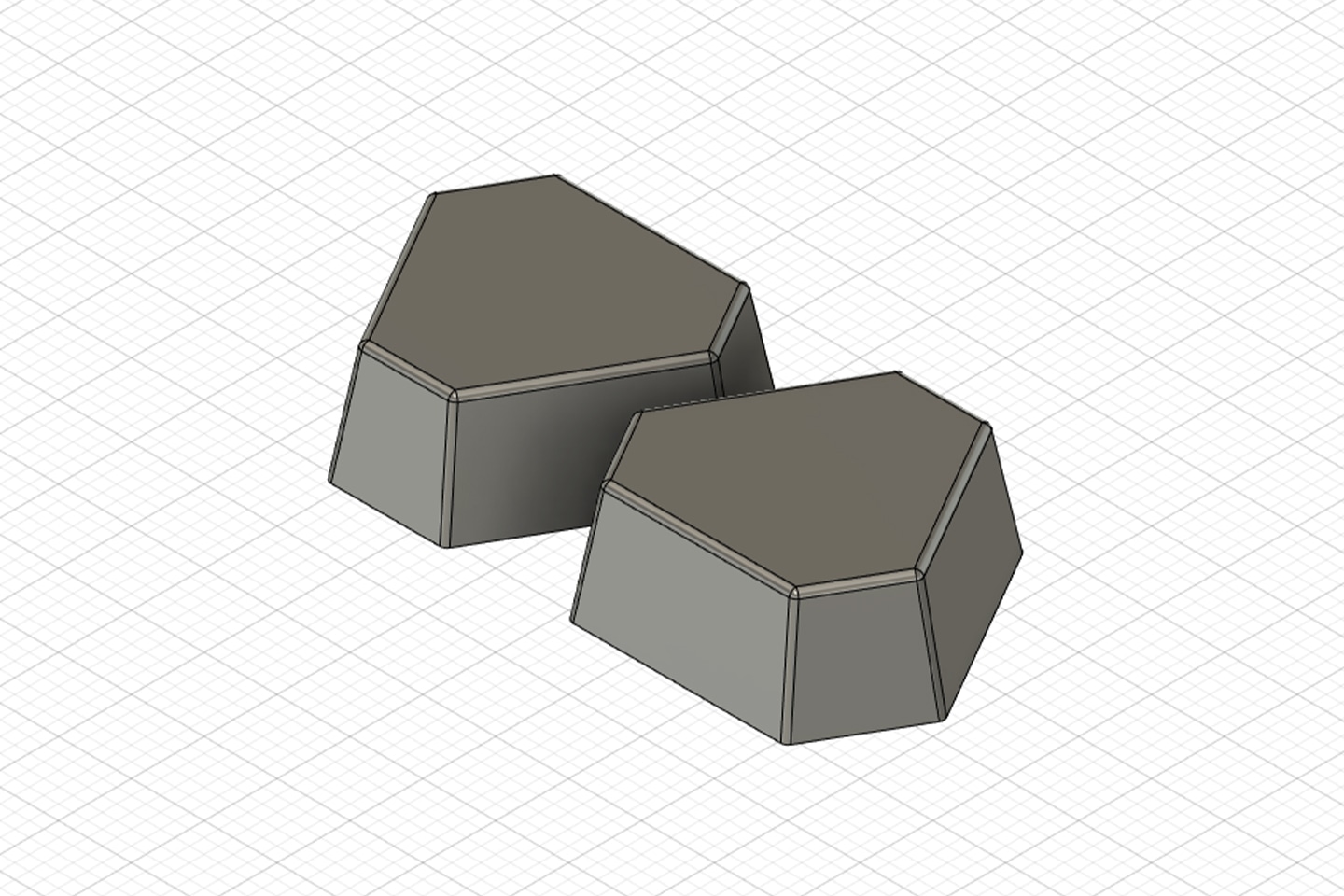
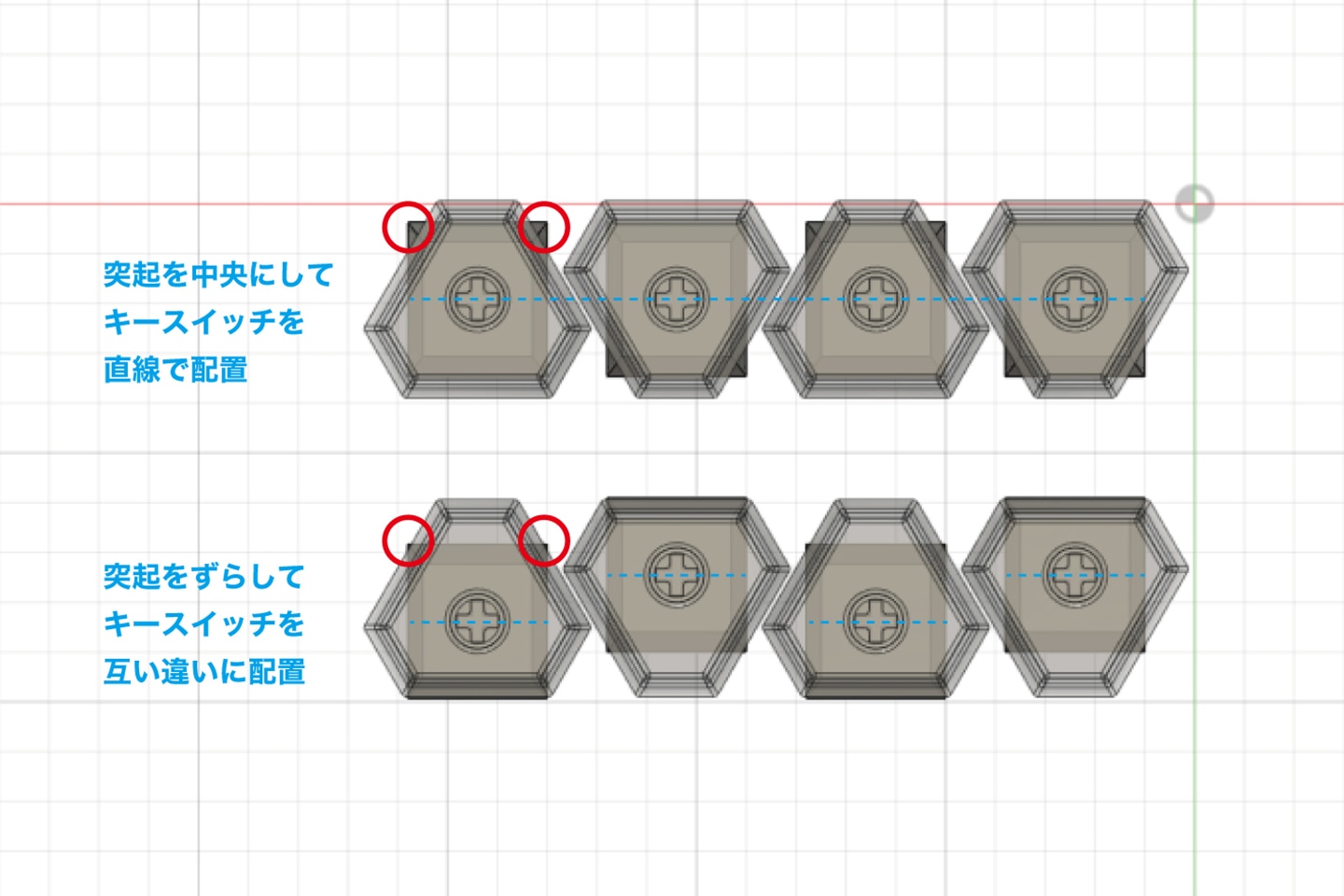
また、見え方の印象を整えるため細部にも工夫を加えました。キーキャップが三角形の都合上、キースイッチに差し込むための突起が中央にあると、キースイッチの角が見えてしまいます。そのため、突起の位置をあえて中央からずらし、キースイッチ自体も互い違いに配置する設計にしました。これにより、直線的に配置した場合よりもキースイッチの角が目立ちにくくなり、完成時の見た目がよりすっきりと整います。
キーキャップの形が決まったら、使用するすべてのキーサイズで設計し、キーボード全体のデザインを固めていきます。カラフルでありつつ柔らかい印象のデザインになるよう、中央部分はパステルカラーのグラデーション、周囲のキーは主張しすぎないグレーのグラデーションで配色しました。お客様の目を惹きながらも過度に目立ちすぎないよう、コントラストを抑えつつ自然と視線が集まるデザインを目指しました。
その後、キースイッチを固定するプレートや底板を設計し、各パーツを組み合わせてキーボード全体の 3Dモデルが完成しました。
2. 金型の設計
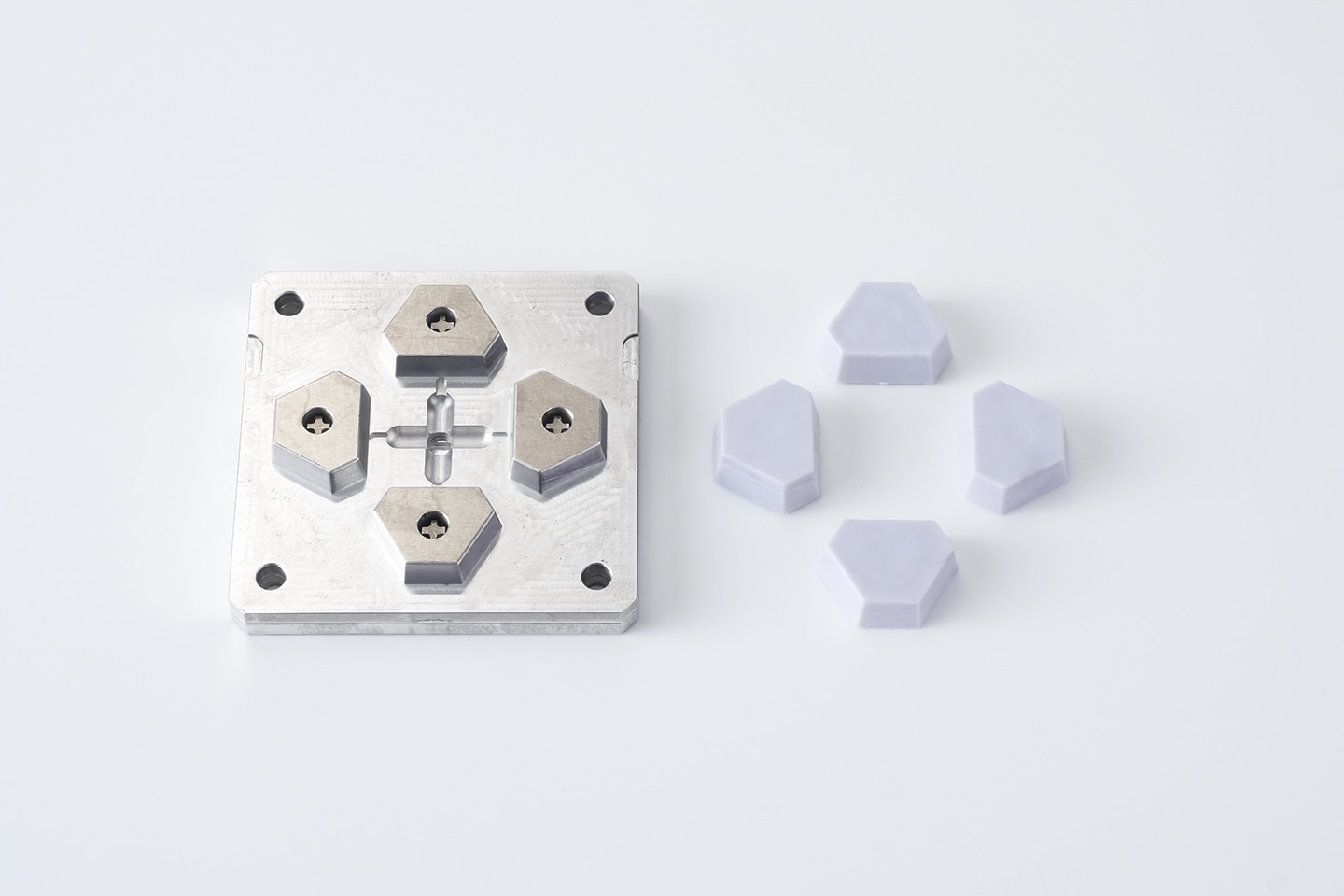
完成した 3Dモデルをもとに、キーキャップの射出成形に必要な金型を、各キーサイズごとに設計します。
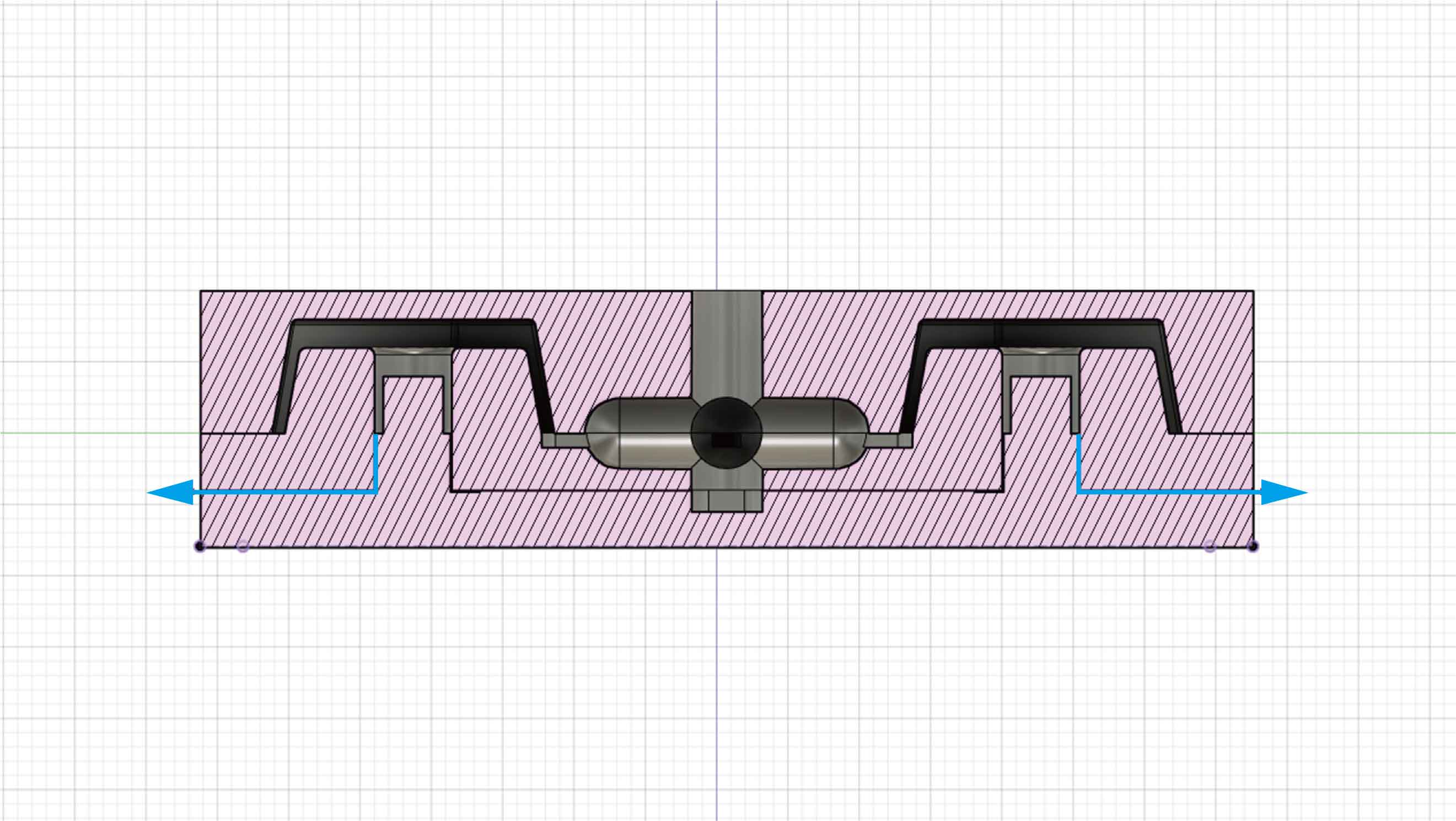
金型は、加工のしやすさと成形後の取り出しやすさを重視し、3 分割構造を採用しました。 3 分割にすることで、加工時に負荷がかかりやすい複雑な形状を切削する必要がなくなります。その結果、加工中のエンドミルの折損といったトラブルのリスクを抑え、安定した加工が可能になります。また、成形後に金型をねじで押し出せる構造となっているため、キーキャップを金型から無理なく取り外すことが可能です。
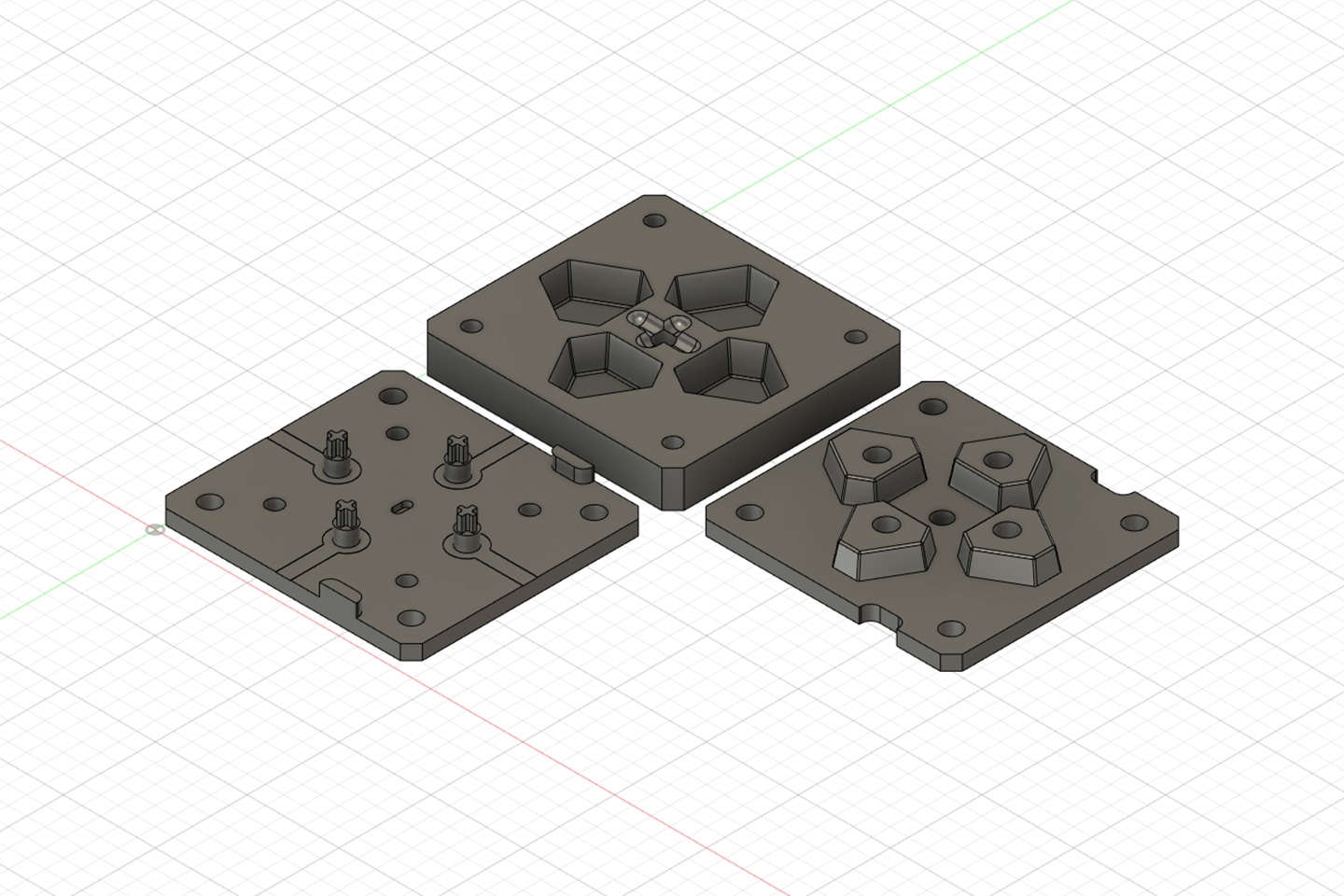
さらに、より美しい仕上がりを実現するための工夫として、十字ピンの周囲に深さ 0.1mm の溝を設けました。この溝によって型内の空気が抜けやすくなり、ガス溜まりによる成形不良を防ぐことができます。
ここまでで、キーボードに必要な全てのパーツと金型の設計が、3 日〜 4 日ほどで完了しました。ここからは、いよいよ加工に移ります。
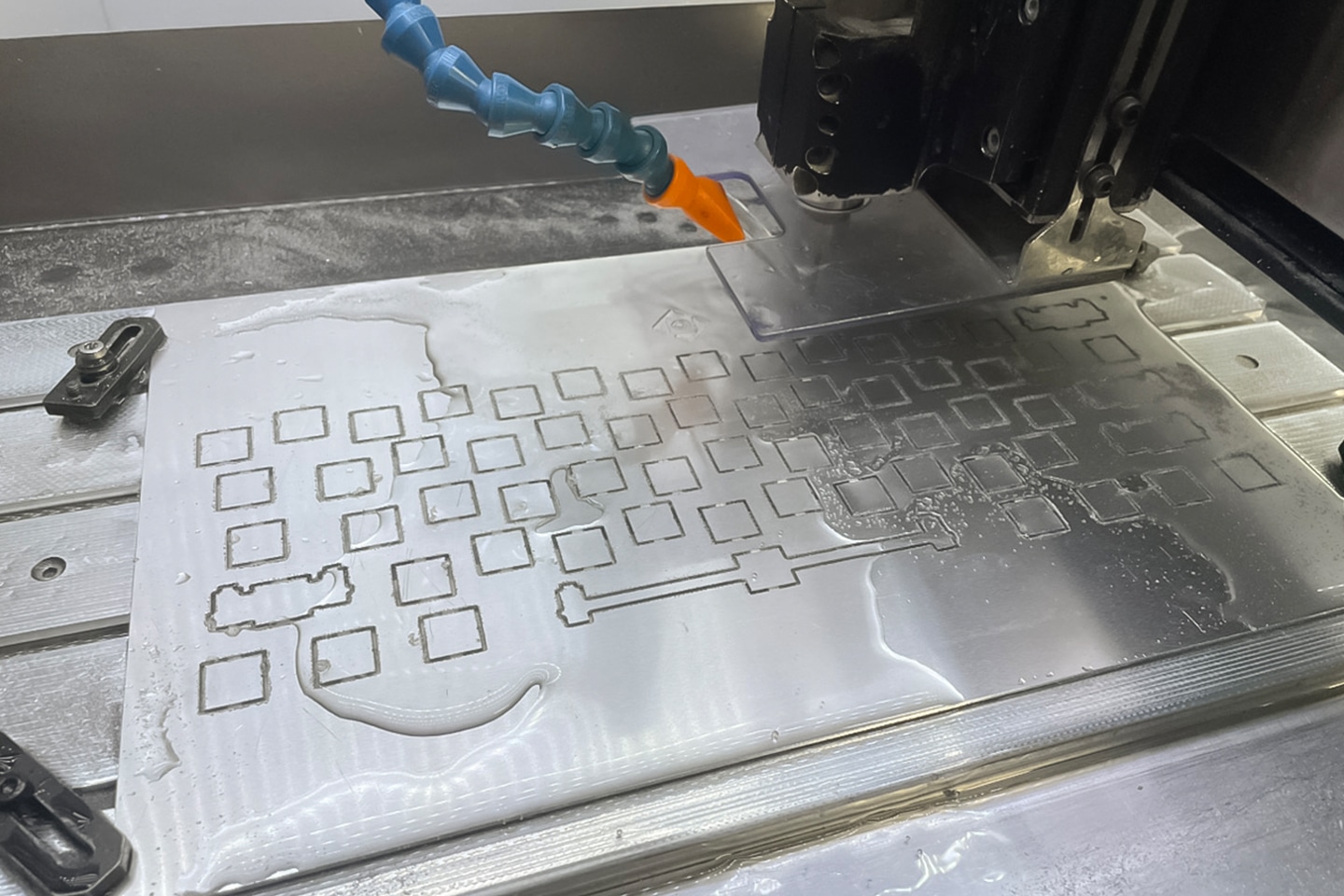
3. 金型とプレートの切削加工
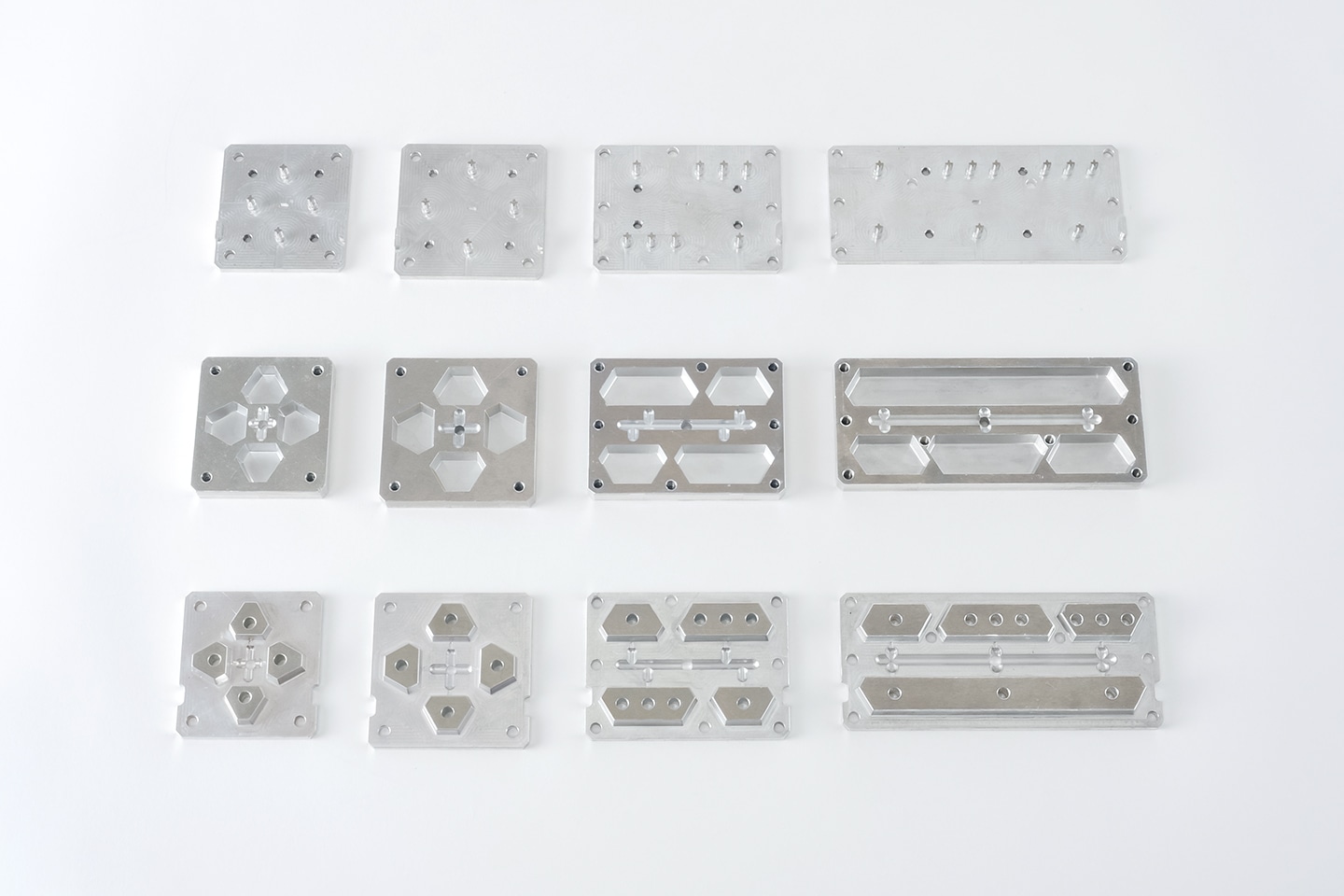
設計したデータをもとに、キーキャップの金型と、キーキャップを固定するプレートの切削加工を行います。金型の材料には、切削性に優れた A2017(ジュラルミン)を採用しました。
金型加工の際は、金型の中でも形状が複雑なパーツを「KitMill AST200」で加工し、形状がシンプルなパーツを「KitMill RZ420」で複数まとめて加工しました。「AST200」はシリーズの中で最も高い剛性を備えた機種で、送り速度や切込み量を高めた条件でも安定した加工ができるため、加工量の多いパーツの切削に適しています。「RZ420」は、横幅 220mm、奥行き 420mm と、シリーズの中でも広い加工範囲を備えているため、複数個の金型を一度に加工できます。
また、加工時には各機種の「金型加工オススメセット」を使用しました。このセットには加工精度を高めるためのオプションに加え、切削時にクーラント(切削油)を供給できる「クーラントケース」が含まれています。切削時にクーラントが切りくずを洗い流し、エンドミルを保護するため、高精度かつ安定した切削加工が可能です。



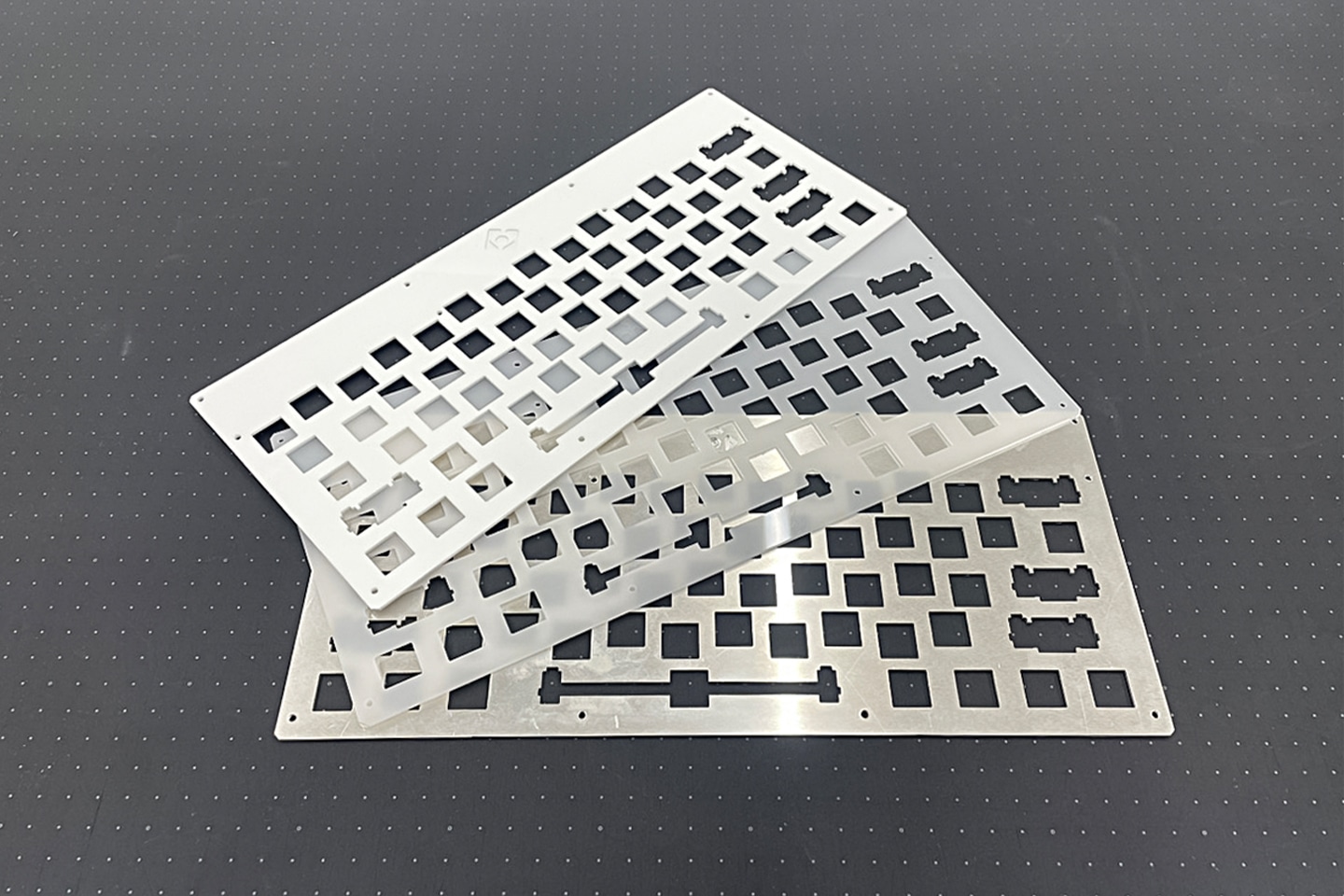
また、「RZ420」の広い加工範囲は、300mm を超える大型ワークに対応できます。そのため、キースイッチを固定するプレート(320mm × 140mm)の切削でも「RZ420」を使用しました。プレートは、それぞれ材質に白のアクリル板、半透明のアクリル板、A5052(アルミ板)を使用した 3 パターンを試作しました。各パーツとの色合いを考慮し、最終的に白のアクリル板を採用しました。
各機種の特長を活かして使い分けることで、2 〜 3 日ほどで全ての金型とプレートの加工を完了できました。
4. 樹脂ペレットの加工
今回はパステルカラーのキーキャップを製作するため、透明な「PS(ポリスチレン)」と各色の「マスターバッチ(着色剤)」を、卓上ペレタイザー「CONERI」を用いて混練しました。
「CONERI」は少量からでも柔軟に色調整ができ、1回あたりの加工時間も短いため、今回のように少量から試作を重ねて色を微調整したい場合に適しています。まずは各色のマスターバッチで約 100g ずつペレットを試作し、配色を確認しながら色味を微調整していきました。また、マスターバッチにない黄緑、青緑、青紫といった中間色をつくる場合は、設計した 3Dモデル上で隣り合う色のペレットを 1:1 の重量比で混練し、色が暗く感じられる場合は白のペレットを少量加えて調整しました。

調色の際は、まず透明なペレットとマスターバッチを、なるべく均一になるよう容器内であらかじめ混ぜ合わせます。中間色をつくる場合は、着色済みのペレット 2 種類をそれぞれ 50g ずつ用意し、同様に容器内で混ぜておきます。その後「CONERI」の上部から投入すると、内部のヒーターとスクリューによって加熱・混練が行われます。
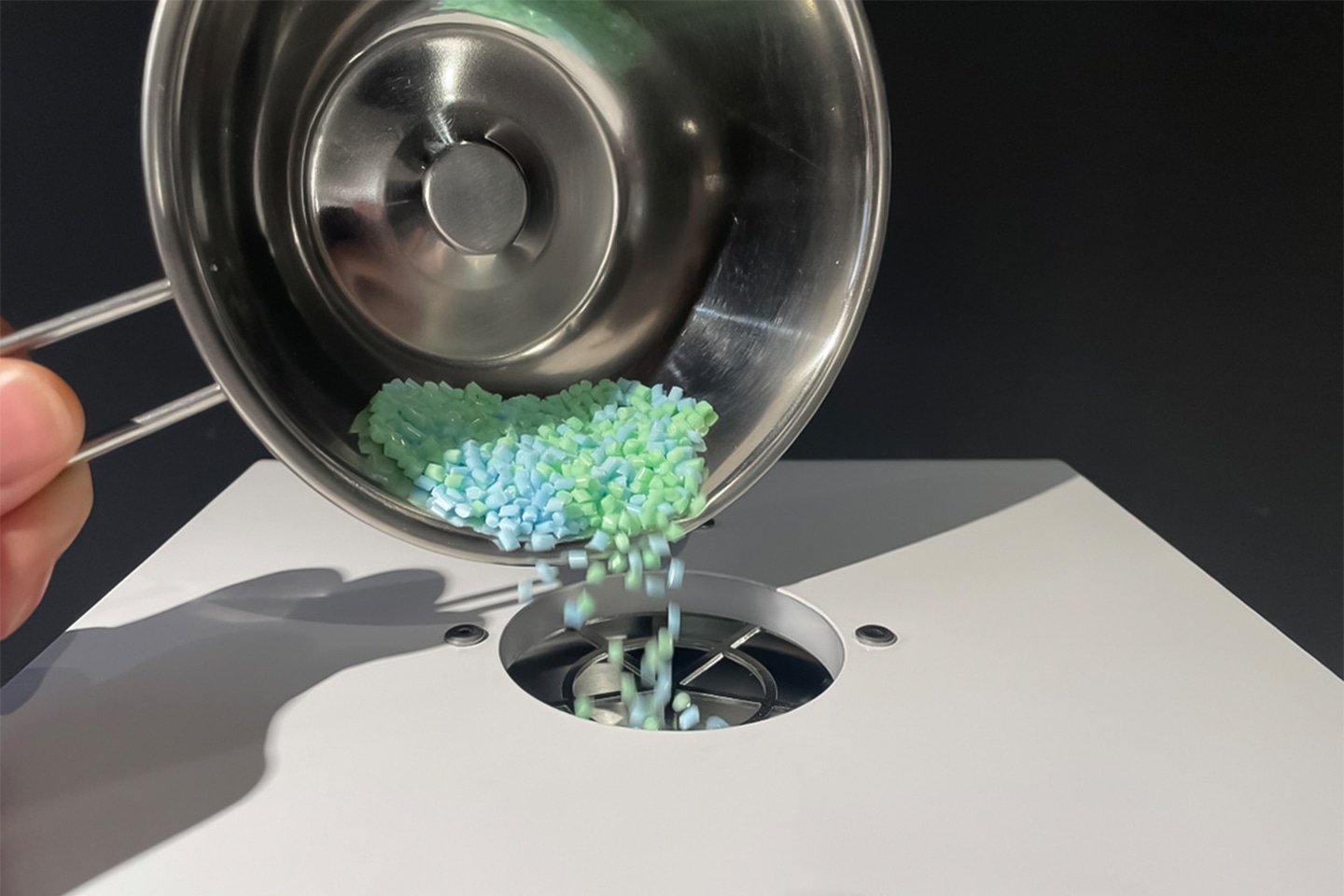
混練された樹脂は前面のノズルから押し出され、回転式カッターで切断されてペレット状に加工されます。材料の投入から混練、造粒までの工程が、卓上で短時間のうちに完了できます。

今回の調色では、成形に使用するすべてのペレットを、試作を含め約 2 日で完成させることができました。

5. キーキャップの射出成形
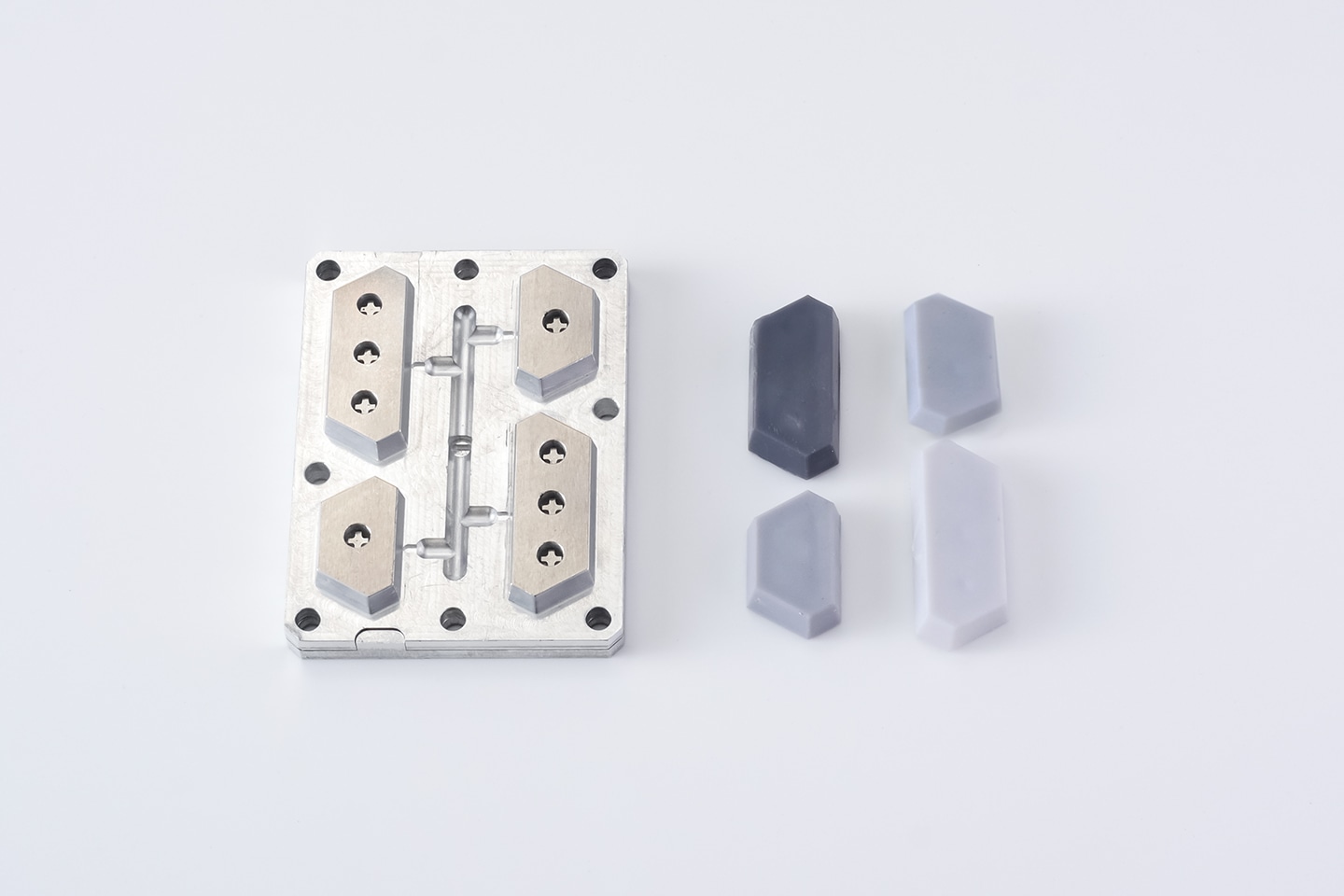
調色した樹脂を用いて、キーキャップの射出成形を行います。今回は少量のペレットを各色で繰り返し成形するため、少量で成形ができ材料の切り替えがしやすい構造である「INARI」シリーズを使用して成形しました。また、キーサイズごとに金型の大きさが異なるため、サイズに応じて下記の 2 機種を使い分けました。

アルファベットキーや修飾キーなど、1U および 1.25U サイズの小さなキーキャップは、成形容量 6cc の「手動式 INARI M06」で成形しました。スペースキーやエンターキーなどの大きいキーキャップは、「空圧式 INARI P35」で、成形容量 20cc の Φ15 シリンダーを使用して成形しました。サイズに応じて成形機を使い分けることで、使う樹脂の量を最小限にし、材料の無駄を削減することができました。
成形後は、金型から取り出したキーキャップの外観や色味を確認し、設計時のイメージとの差異がないかをチェックしました。すべてのキーキャップの試作から完成まで、1 週間程度で完了しました。

6. 基板加工
ここまでで、キーボードを構成する主要なパーツが完成しました。ここからは、キーボードを制御するための基板を製作していきます。
基板の設計は、キーボードのパーツを設計した時と同じく「Fusion」で行いました。「Fusion」には基板設計 CAD「EAGLE」が統合されているため、パーツ設計だけでなく基板設計まで 「Fusion」で行うことができます。
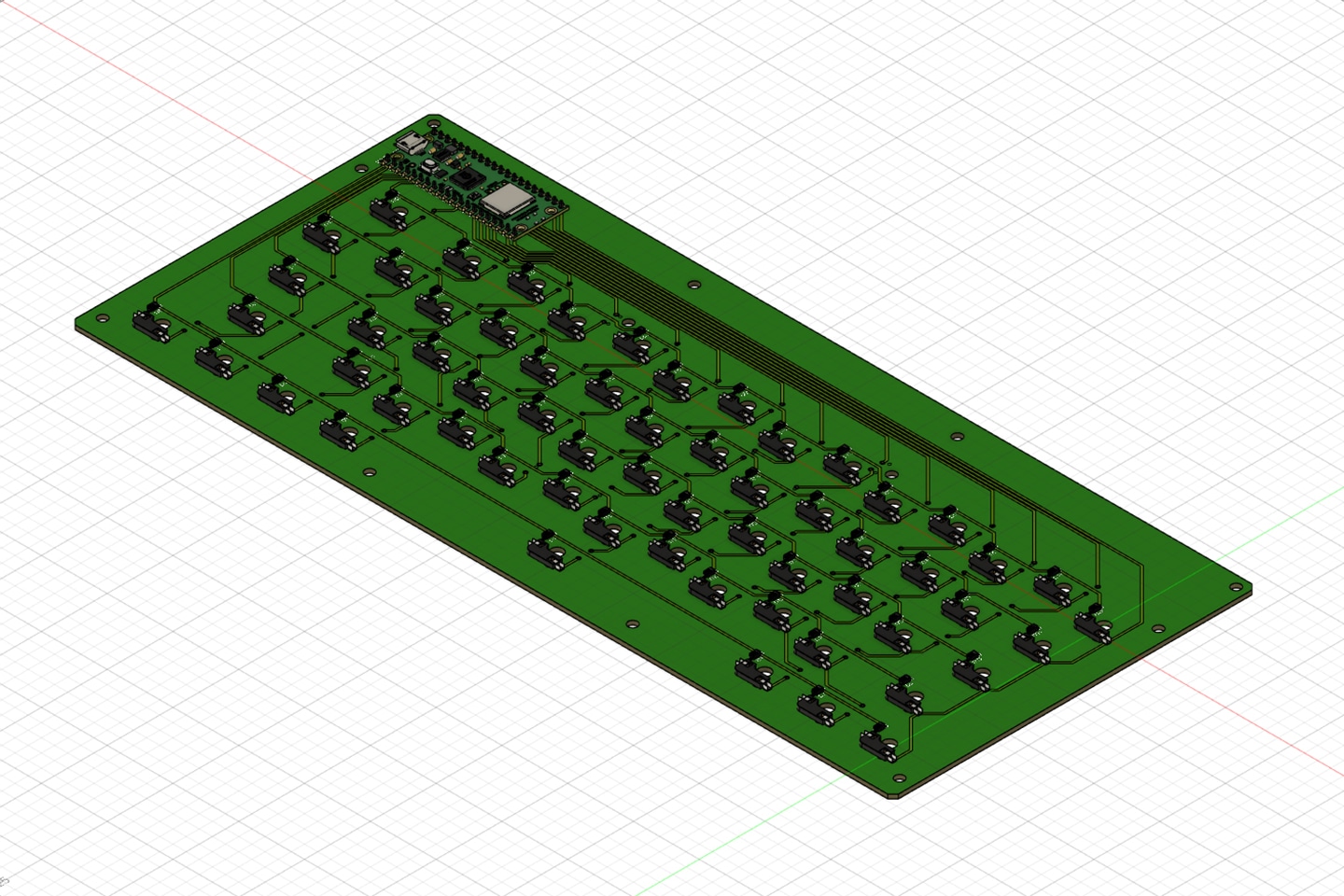
基板設計が完了したら、ガーバーデータを出力します。ガーバーデータとは、基板の配線パターンや穴位置などの情報がまとめられた製造用データです。このガーバーデータをもとに、実際に機械に動かし方を伝えるための「NCプログラム」を作成し、加工を行っていきます。
今回設計した基板は 300mm を超えるサイズのため、加工範囲の広い「KitMill CL200」の基板加工オススメセットで加工しました。「CL200」はシリーズの中ではコンパクトな機種ですが、横幅 350mm、奥行き 200mmの加工範囲を備えており、このような面の大きな加工にも対応できます。また、このセットにはオプション品の「基板加工アタッチメント」が含まれており、このアタッチメントを装備することで「KitMill」を基板加工機として使用することができます。

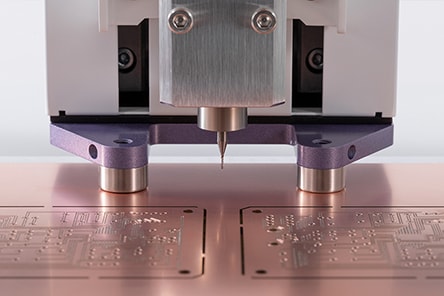
基板の加工に使う工具には、「基板加工カッター 土佐昌典 VC」を使用しました。「土佐昌典 VC」は、基板のパターン、穴、外形加工をすべて 1 本で行えるため、刃物を交換することなくノンストップで加工することができます。
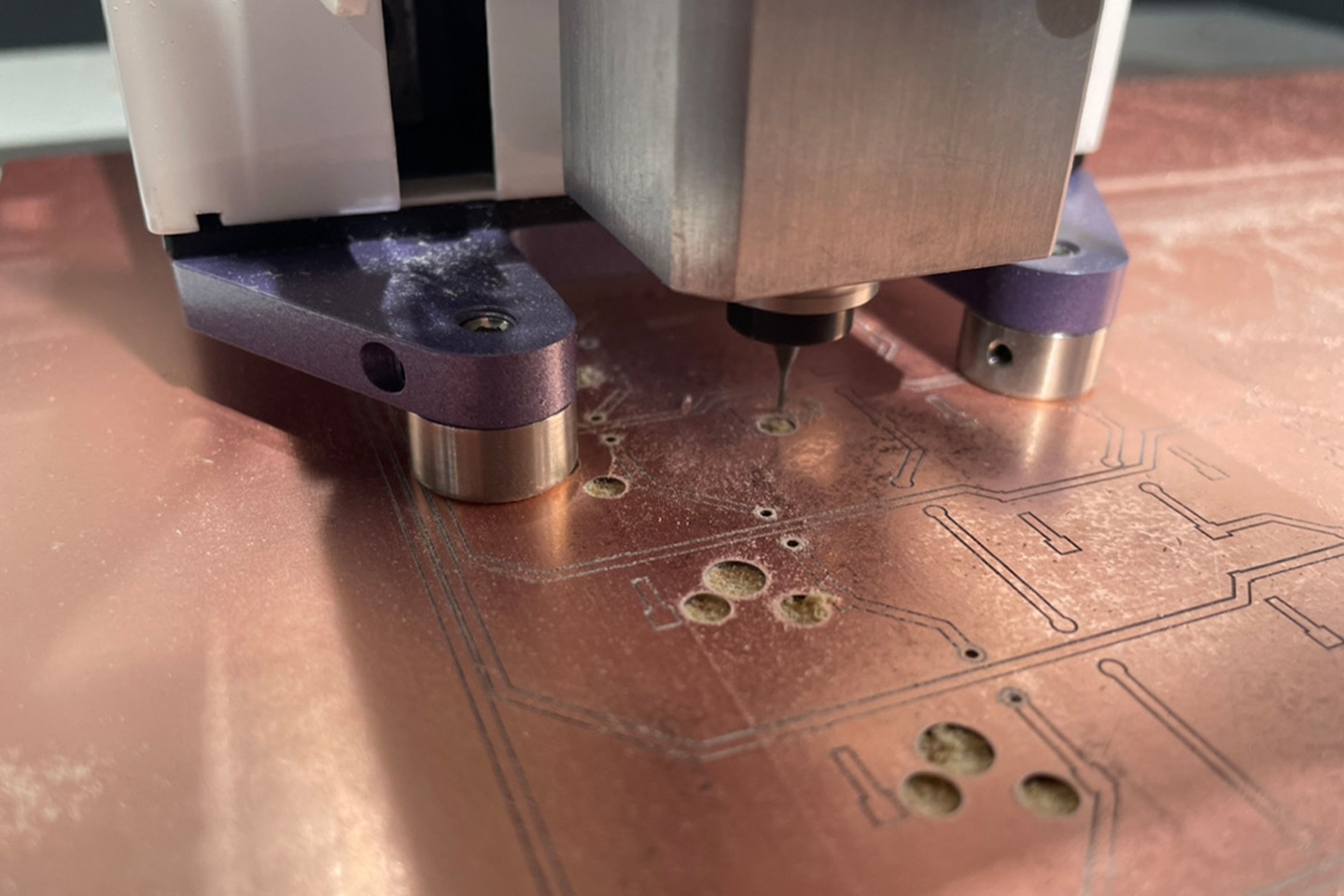
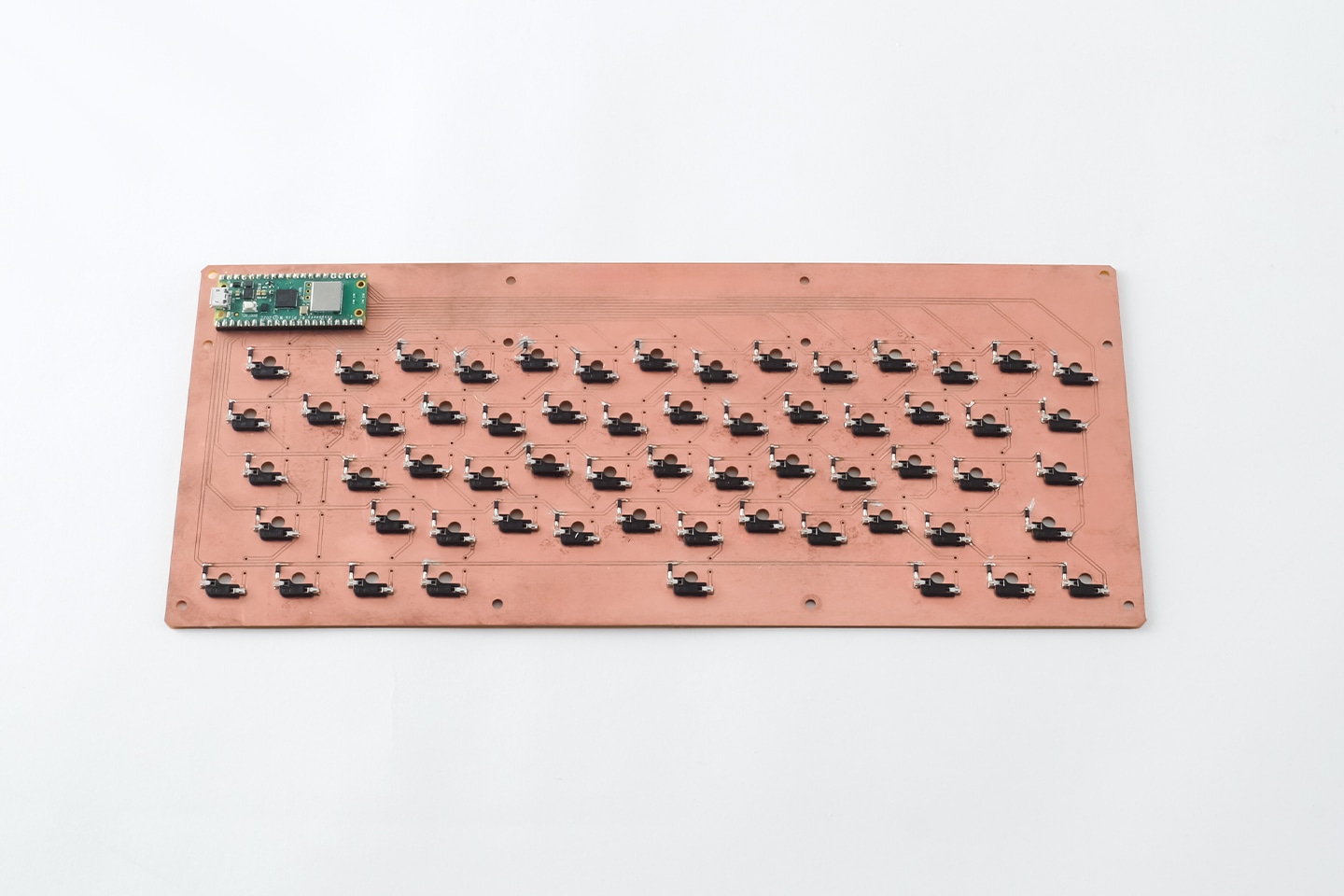
加工が完了したら、ダイオードとキースイッチのコネクタをはんだ付けして基板の完成です。基板の設計から加工までは 2 週間ほどで完了しました。
7. 組み立てて完成
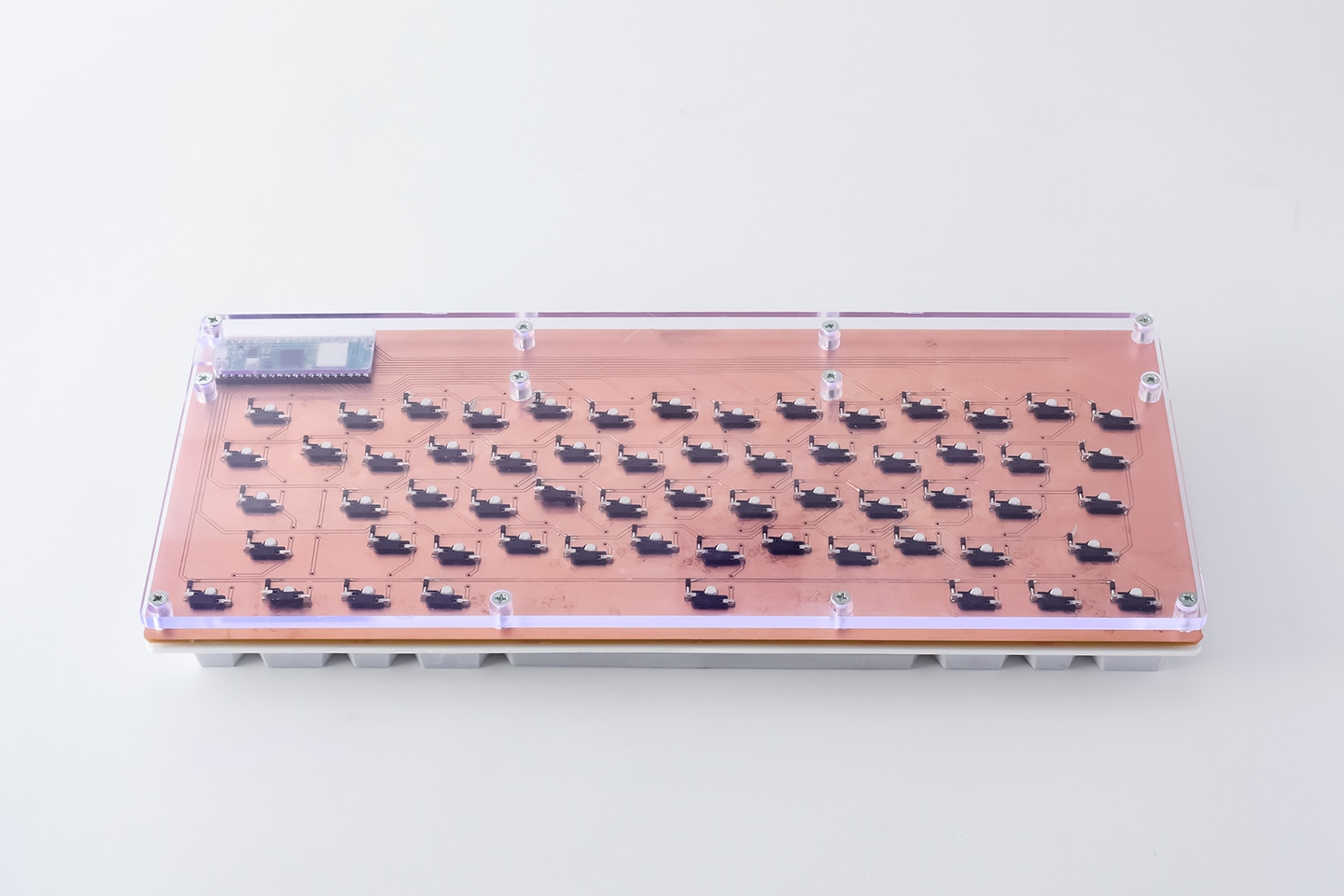
ここまでで、キーボードのすべてのパーツが揃いました。あとは、最初に設計したとおり、底板、基板、プレート、キーの順に組み立てていきます。

パーツを組み立て、全てのキースイッチとキーキャップをつけたら完成です。

完成したサンプルは実際に展示会で使用され、多くのお客様にご覧いただきました。展示のようすの詳細は イベントレポート からご覧いただけます。

射出成形の試作と検証を、スピーディーに完結。
今回のオリジナルキーボードの製作では、設計から試作を含む各種加工を 1 人の社員が担当し、約 1 ヶ月で完成させました。卓上サイズの工作機械を組み合わせて使用することにより、少ない人数と期間で、射出成形による製品の試作と検証をスピーディーに進めることができました。
また、本記事でご紹介したオリジナル製品およびキーボードのサンプルは、すべて当社ショールームにてご見学いただけます。見学の詳細およびご予約は、下記の「オリジナル製品の見学予約」ページよりご案内しております。射出成形のプロセスが卓上で完結するようすを、ぜひ直接ご体感ください。

関連記事

【note】オリジナル製品でゼロからキーボードを作る(全 3 回)
「制作の裏側」をテーマに、今回のサンプルができるまでの過程を開発者自身が全 3 回にわたり詳しくご紹介しています。ぜひ本記事と合わせてご覧ください。

【 2 機種を併用した加工サンプル】7 種のペレットと短冊試験片
当社製品を組み合わせれば、製品の試作だけでなく、材料の試作と試験も社内で可能になります。実際に、「CONERI」と「INARI」を併用した、材料の試作と検証の事例をご紹介します。
【手動式 INARI M06 / M12 加工サンプル】キーキャップ
「手動式 INARI M06 / M12」で成形した、黒のポリプロピレンと透明のポリスチレンのキーキャップです。金型は「金型製作代行サービス」を利用して製作しました。「INARI」によるキーキャップの加工事例の一つとして、ぜひあわせてご覧ください。



