「INARI M06/M12」による簡易ペンの成形

手動射出成形機「INARI M06/M12」を使用して、鉛筆の芯をインサートした簡易ペンを成形しました。データ作成から金型切削、射出成形までの一連の流れをご紹介します。
- 組立後のサイズ。ただしねじは含まない。
金型データ作成
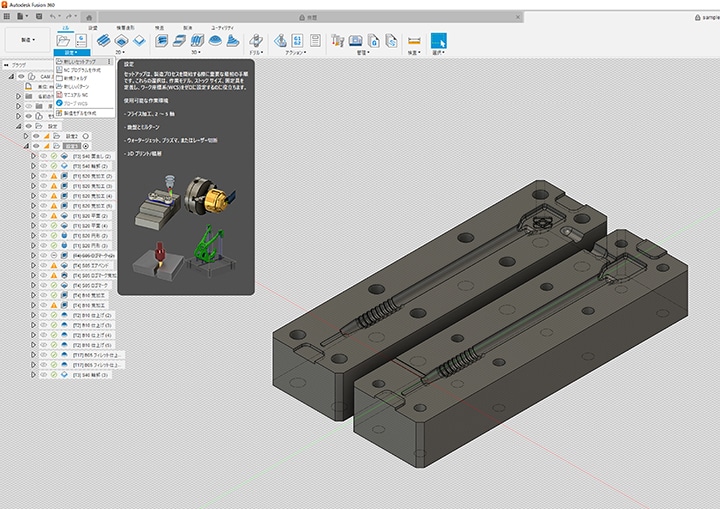
Fusion360を使用して、モデリングから切削用NCプログラムの制作まで行いました。
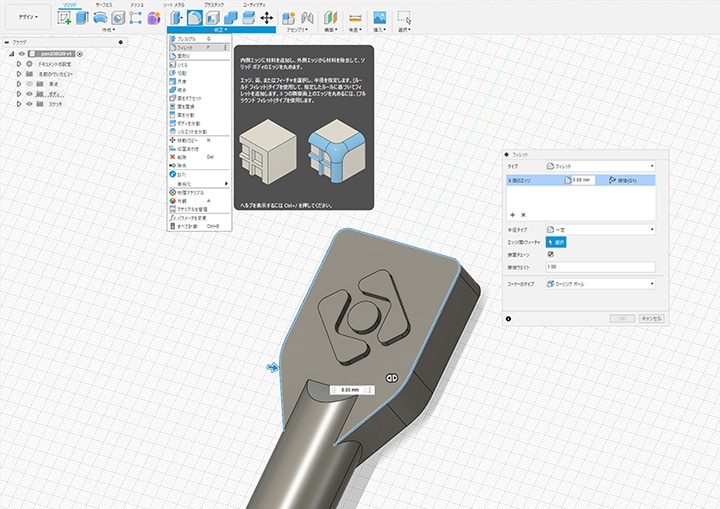
成形するペンのデータを制作します。
Fusion360は、幅広い設計ニーズに対応できるCADソフトウェアです。円柱や立方体のような基本形状から、曲線連続のRや徐変Rといった高度な形状まで、コマンド選択と簡単な数値入力で設計することができます。
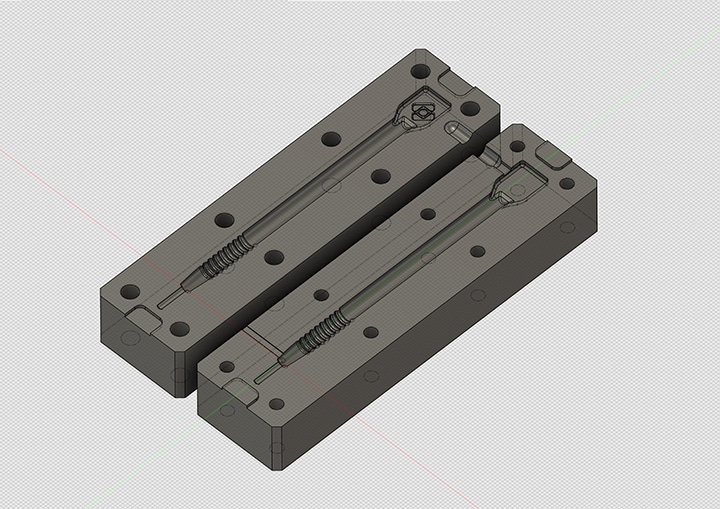
成形するペンの金型データを制作します。
金型のベースとなる直方体から、ペンの形状をくり抜くようにデータを作成します。金型設計の際には、ネジ穴の間隔やガス抜き用の溝、注入口の形状など注意すべきポイントがあります。「型設計のコツ」には注意が必要なポイントと、より良い金型にするための具体的なテクニックが記載されています。
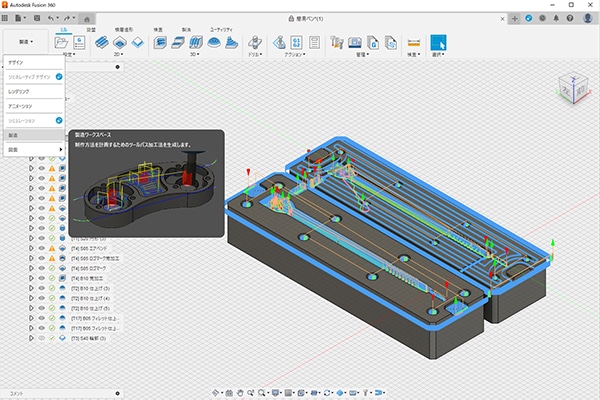
切削用NCプログラムを作成します。
切削する工程ごとに、切り込みピッチや使用するエンドミルなどを細かく設定していきます。今回使用した切削用NCプログラムの詳細な設定は、無料で型設計データをダウンロードいただけますので、そちらをご参照ください。金型の形状データと切削用NCプログラムが入っています。
【Fusion360】「KitMill」用NCプログラムの作成方法 には、加工する形に応じた具体的な切削用NCプログラムの作成方法が記載されています。
切削加工
切削用NC用プログラムを使用して金型の切削を行います。今回は「KitMill AST200」と「クーラントケース」を使用しました。クーラントが切削中に発生する切りくずを排出し、高精度な金型に仕上げることができます。
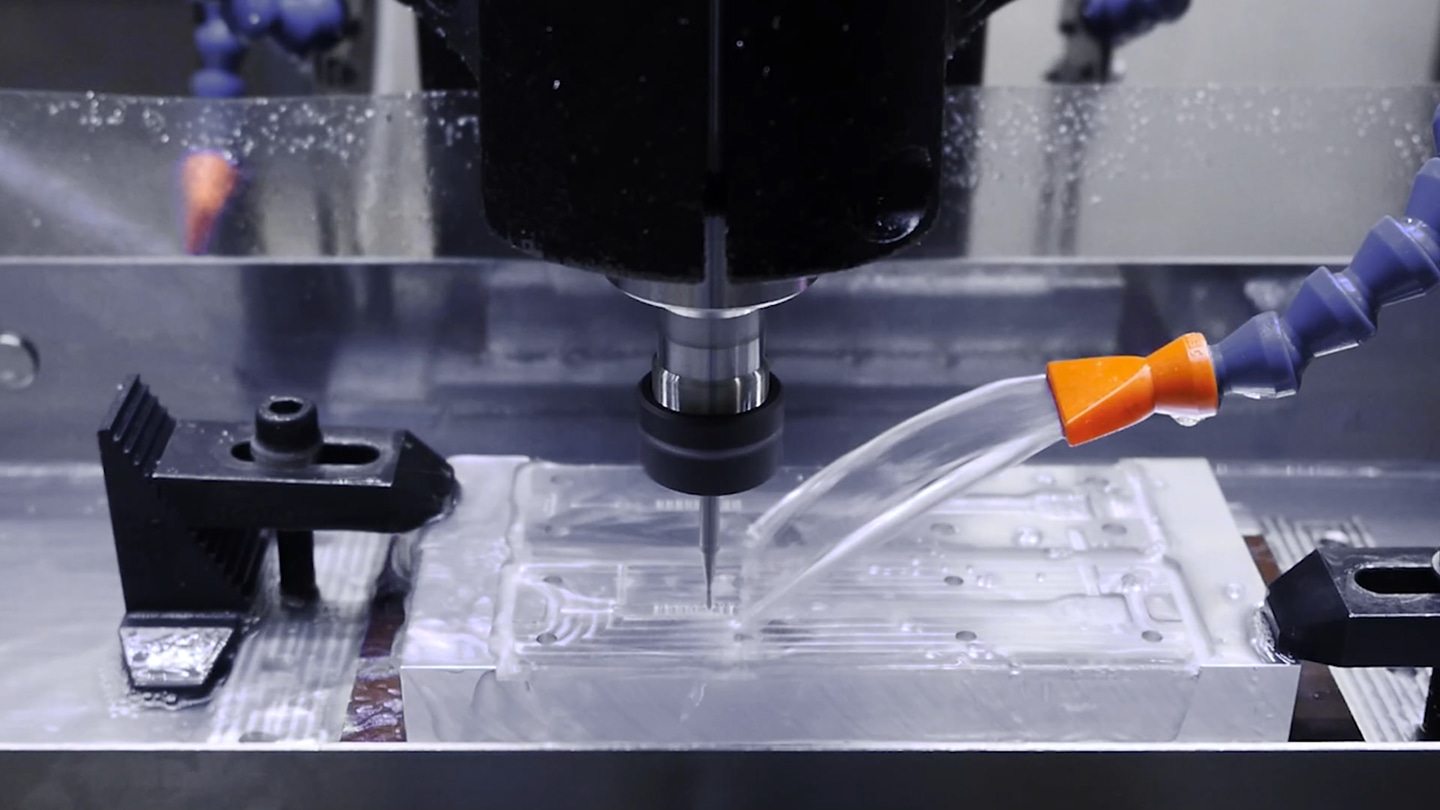

- 「KitMill AST200」で金型加工をしている様子
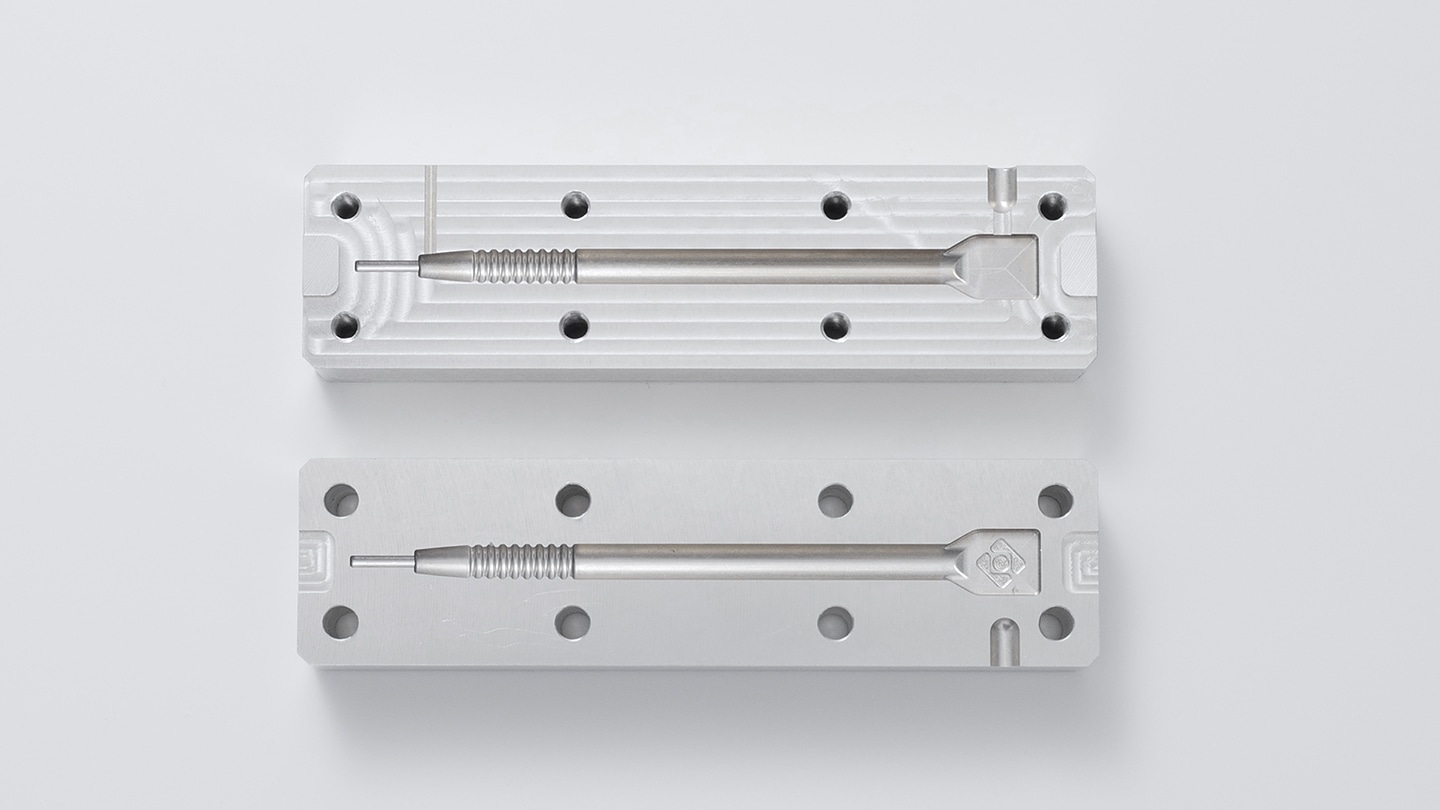
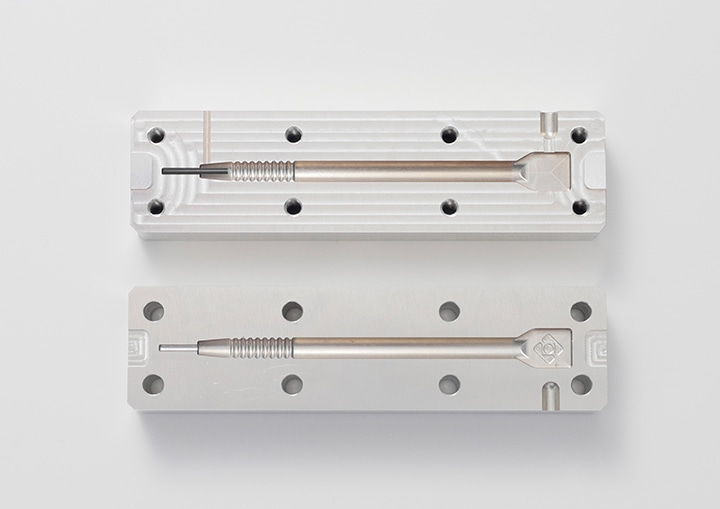
- 切削された金型
ネジ穴加工
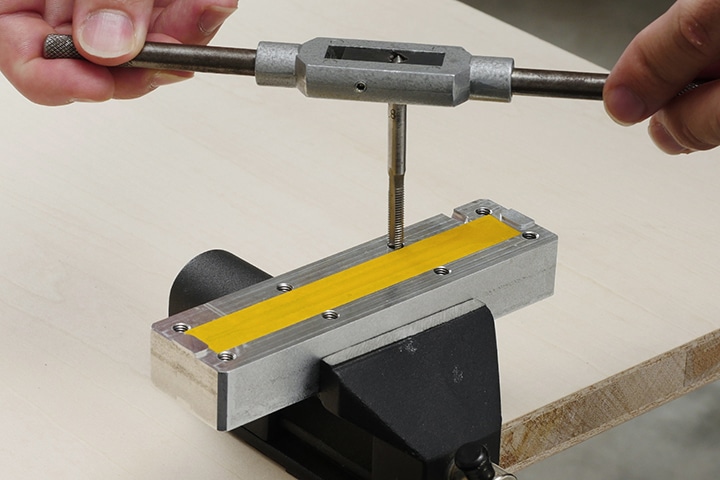
タップを使ってネジ穴を加工していきます。
ネジ穴を加工します。
「KitMill AST200」で加工した下穴にタップを垂直に立て、ハンドルを押し付けるように回していきます。この操作によりタップが材料を切削し、内部ねじが作られます。回転が重くなってきたら逆側に回して切りくずを捨てます。これを繰り返して全てのネジ穴を加工します。
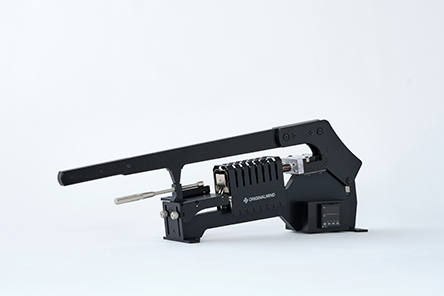
射出成形
手動射出成形機「INARI M06/M12」を使用して成形します。
鉛筆の芯を20mmほどに切ります。

切った鉛筆の芯を金型にはめ込みます。
手動射出成形機「INARI」で成形します。
金型を「INARI」にセットし、ハンドルを倒して型に材料を射出します。ハンドルをそれ以上押し込めなくなった後も3~5秒ほど押し続けると圧力がかかり、成形品のヒケが少なくなります。成形時はシリンダー付近やセットした金型が高温になるため、必ず耐熱手袋を着用して作業を行います。

完成
金型から成形品を取り外します。射出後も金型は高温になっているため、耐熱手袋を着用したまま作業を行います。綺麗に取り外せたら完成です。


関連記事

簡易ペン(サステナブル素材を使った成形)
サステナブル素材を使用して簡易ペンを成形しました。素材ごとの質感や成形条件をご紹介します。
型の設計データダウンロード