We do not accept international orders.
加工のようす
卓上タイプ
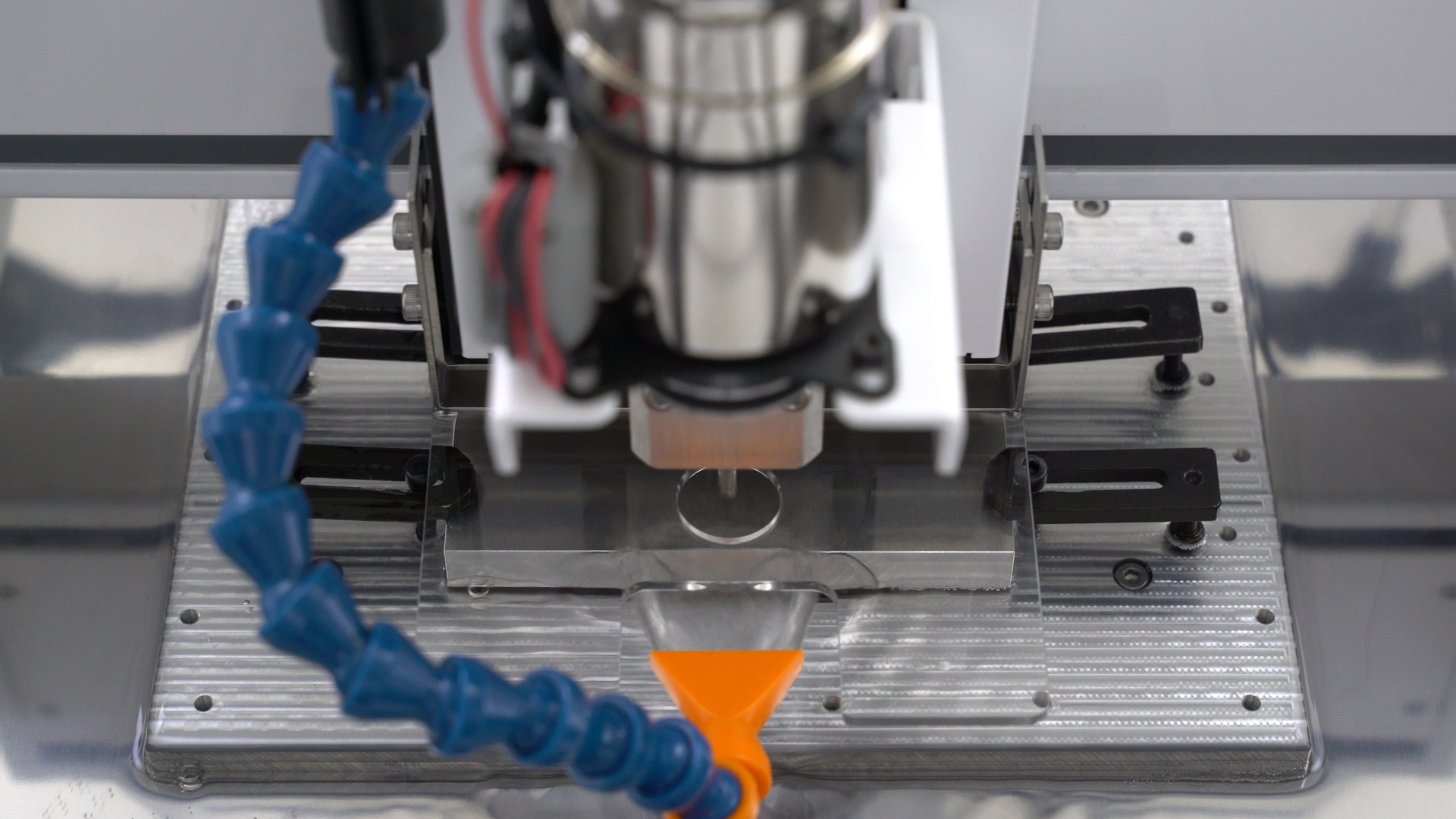

▲ A2017(ジュラルミン)t12 × 110 × 70mm加工の様子
加工条件
| 材質 | A2017(ジュラルミン) t12 × 110 × 70mm |
|---|---|
| CAD | Fusion360 |
| CAM | Fusion360 |
| ■ 面だし | |
| 切込み | 0.1mm |
| 送り速度 | 300mm/min |
| ツール | 超硬スクエアエンドミルΦ4 |
| ■ 荒加工 | |
| 切込み | 1mm ※ |
| 送り速度 | 300mm/min |
| ツール | OM-SE2SM-2-6 |
| ■ 仕上げ加工 | |
| 切込み | 0.05mm |
| 送り速度 | 300mm/min |
| ツール | WXL-LN-EBD R1×20×4 |
| ■ 切り抜き加工 | |
| 切込み | 0.1mm |
| 送り速度 | 300mm/min |
| ツール | 超硬スクエアエンドミルΦ4 |
| 加工時間 | 約395分 |
| ■ 備考 | |
| 加工機 | CL100 |
| 30Wスピンドル化セット使用 | |
| スピンドル回転数 | 7000rpm |
| ※荒加工は負荷制御加工を使用 |
加工条件
| 材質 | A2017(ジュラルミン) t12 × 110 × 70mm |
|---|---|
| CAD | Fusion360 |
| CAM | Fusion360 |
| ■ 面だし | |
| 切込み | 0.1mm |
| 送り速度 | 300mm/min |
| ツール | 超硬スクエアエンドミルΦ4 |
| ■ 荒加工 | |
| 切込み | 1mm ※ |
| 送り速度 | 300mm/min |
| ツール | OM-SE2SM-2-6 |
| ■ 仕上げ加工 | |
| 切込み | 0.05mm |
| 送り速度 | 300mm/min |
| ツール | WXL-LN-EBD R1×20×4 |
| ■ 切り抜き加工 | |
| 切込み | 0.1mm |
| 送り速度 | 300mm/min |
| ツール | 超硬スクエアエンドミルΦ4 |
| 加工時間 | 約395分 |
| ■ 備考 | |
| 加工機 | CL100 |
| 30Wスピンドル化セット使用 | |
| スピンドル回転数 | 7000rpm |
| ※荒加工は負荷制御加工を使用 |
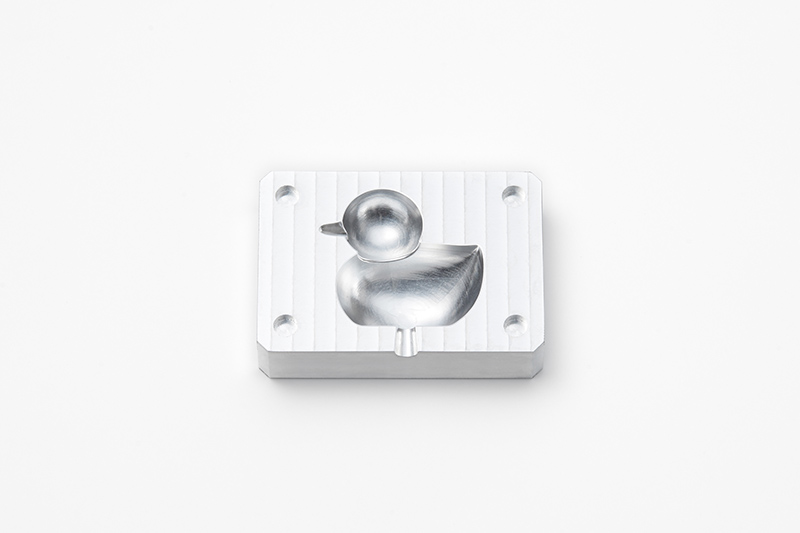
据置タイプ

▲ A2017(ジュラルミン)t12 × 120 × 100mm加工の様子

加工条件
| 材質 | A2017(ジュラルミン) t12 × 120 × 100mm |
|---|---|
| CAD | Fusion360 |
| CAM | Fusion360 |
| ■ 面だし | |
| 切込み | 0.2mm |
| 送り速度 | 600mm/min |
| ツール | 超硬スクエアエンドミルΦ4 |
| ■ 荒加工 | |
| 切込み | 0.2mm |
| 送り速度 | 600mm/min |
| ツール | OM-SE2SM-2-6 |
| ■ 仕上げ加工 | |
| 切込み | 0.05mm |
| 送り速度 | 300mm/min |
| ツール | WXL-LN-EBD R1×20×4 |
| ■ 切り抜き加工 | |
| 切込み | 0.2mm |
| 送り速度 | 450mm/min |
| ツール | 超硬スクエアエンドミルΦ4 |
| 加工時間 | 約390分 |
| ■ 備考 | |
| 加工機 | AST200 |
| 高速用プーリー使用 | |
| スピンドル回転数 | 8500rpm |
| ステップクランプセット使用 |
加工条件
| 材質 | A2017(ジュラルミン) t12 × 120 × 100mm |
|---|---|
| CAD | Fusion360 |
| CAM | Fusion360 |
| ■ 面だし | |
| 切込み | 0.2mm |
| 送り速度 | 600mm/min |
| ツール | 超硬スクエアエンドミルΦ4 |
| ■ 荒加工 | |
| 切込み | 0.2mm |
| 送り速度 | 600mm/min |
| ツール | OM-SE2SM-2-6 |
| ■ 仕上げ加工 | |
| 切込み | 0.05mm |
| 送り速度 | 300mm/min |
| ツール | WXL-LN-EBD R1×20×4 |
| ■ 切り抜き加工 | |
| 切込み | 0.2mm |
| 送り速度 | 450mm/min |
| ツール | 超硬スクエアエンドミルΦ4 |
| 加工時間 | 約390分 |
| ■ 備考 | |
| 加工機 | AST200 |
| 高速用プーリー使用 | |
| スピンドル回転数 | 8500rpm |
| ステップクランプセット使用 |
その他加工サンプル

拡散レンズ
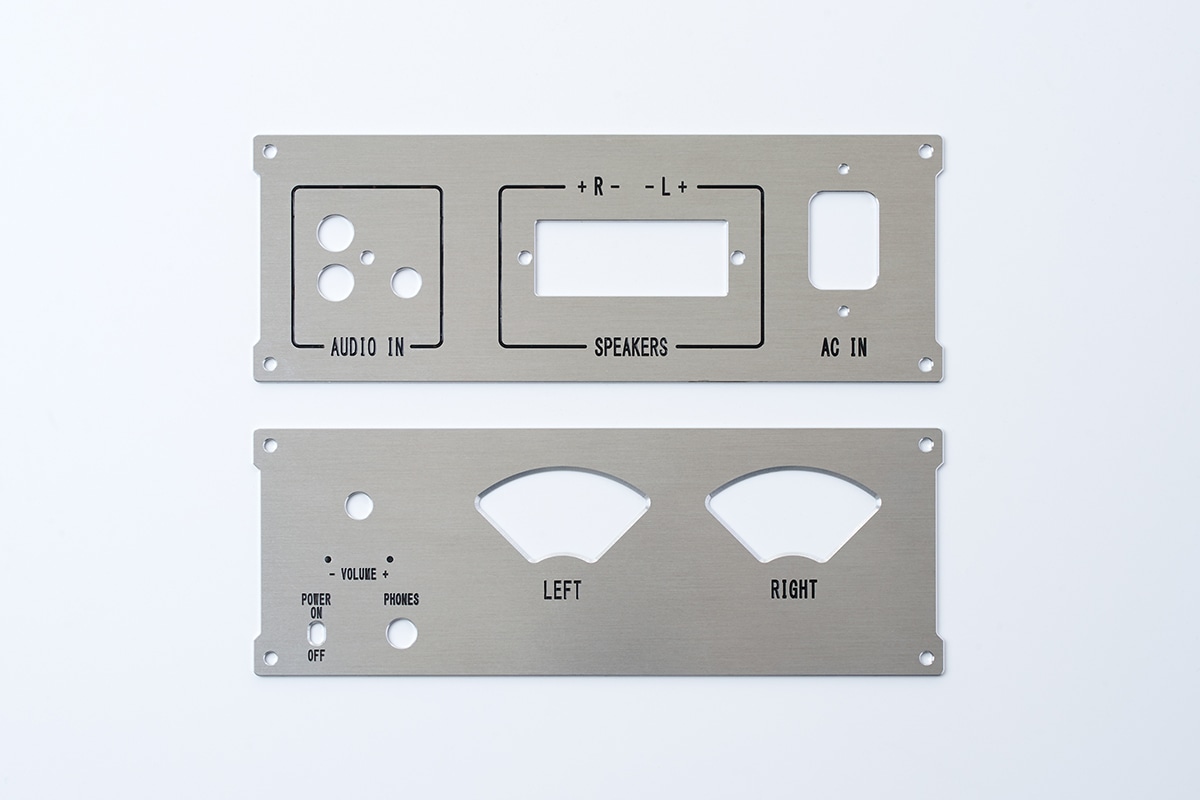
化粧パネル
We do not accept international orders.