「INARI P35」と「KitMill AST200」が可能にする、スピーディーな射出成形の試作事例。

技術者がより良いものづくりを追求していくためには、試作と改良の繰り返しが不可欠です。しかし一般的な射出成形では、金型の製作に多くのコストや時間がかかることなどから「試作」のハードルは高くなりがちです。
「INARI P35」と「KitMill AST200」を併用すれば、社内で即日金型を加工でき、その場ですぐに射出成形ができます。さらにメンテナンスが容易なため、新素材による試作も気軽にチャレンジできます。
「INARI P35」と「KitMill AST200」による、スピーディーな試作と改良の例として、「フォーク」の製作事例をご紹介します。
目次
「フォーク」の試作で使用した製品
INARI P35
エアシリンダを駆動源とする、卓上サイズの空圧式射出成形機です。高い加圧能力と加熱温度に加え、メンテナンスが容易な構造により、幅広い材料での試作が可能です。また「KitMill」と組み合わせることで、金型加工から射出成形まで含めたスピーディーな試作が可能になります。

KitMill AST200 金型加工オススメセット
「KitMill」シリーズ最高の切削性能を誇る「KitMill AST200」と、切削時にクーラント(切削油)を供給して美しい仕上がりを実現する「クーラントケース」のセットです。さらに、加工精度を高める各種オプションも含まれており、金型加工などの高精度で高品質な加工を求める方にオススメです。

「フォーク」の製作工程
「INARI P35」の成形サンプルとして、材料と形状でサステナブルにこだわったフォークを製作しました。
試作の工程
「INARI P35」と「KitMill AST200」を使用して、フォークを試作していく工程をご紹介します。
1日目:フォークの金型を設計
まずは、射出成形に必要な金型の設計から行っていきます。設計には、3D CAD/CAM ソフトウェア「Fusion」を使用しました。
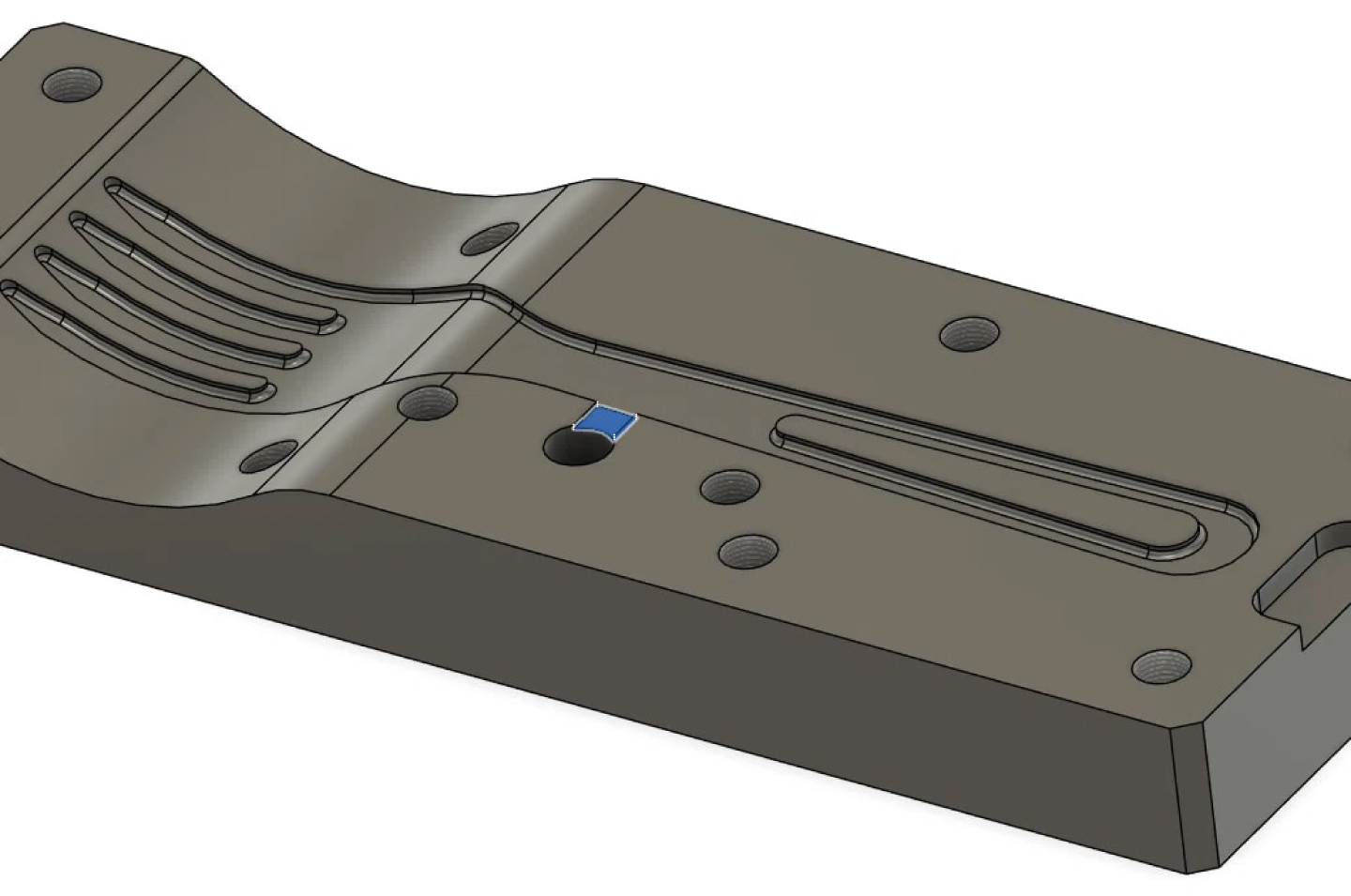
基本の形状は一般的なフォークと同じですが、「サステナブルへのこだわり」を実現するため、柄の部分に大きな肉抜きを施し、石油由来プラスチックの総使用量を削減しました。樹脂を流し込むためのゲートは、なるべく跡が小さく目立たなくなるよう、幅 4mm でフォークの側面の中央付近に設定しました。
2日目:「KitMill AST200」で金型を加工
1日目で設計した金型を加工していきます。金型加工は「KitMill AST200」と「クーラントケース」のセットを使用して行いました。
クーラント(切削油)を流しながら切削することで、切りくずの排出やエンドミルの保護、また冷却効果による材料の溶着防止が可能になり、「KitMill AST200」の加工精度がより向上します。これにより、高品質な金型を即日社内で製作することが可能です。
ここまでの工程で、金型加工が設計も含め2日で完了しました。この金型を使って、「INARI P35」でフォークを成形していきます。
3日目:「INARI P35」で射出成形し外観や強度を評価
いよいよ、射出成形による試作です。成形材料にはライスレジンを使用します。

ライスレジンは、食べられなくなった古米の成分を 70% 配合することで、石油由来プラスチックの含有量を大幅に下げたサステナブル素材です。これにより「サステナブルへのこだわり」を材料でも実現しました。

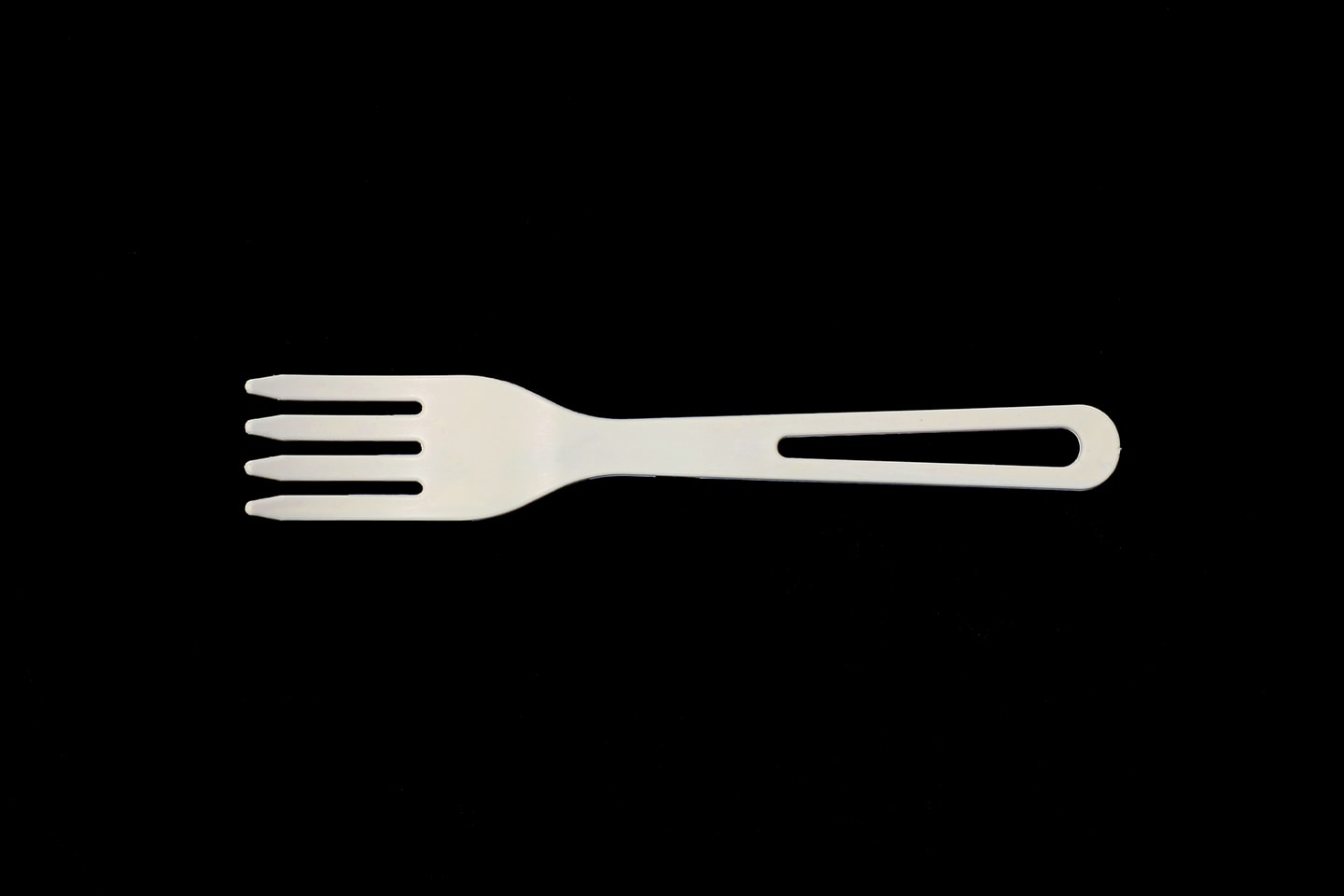
ライスレジンを使用し、「INARI P35」で成形したフォークの試作品です。外観や強度などを確認し、改良すべき点を探っていきます。
外観の課題
まずは、外観が汚れていたり、表面がバリなどで尖っていたりしないかなどを確認します。

先端の形状を確認すると、樹脂が漏れて多くのバリが発生していました。また、フォークの色が成形前のライスレジンの色よりくすんでしまっているように見えます。成形前のペレットと、色を比較して確認してみます。

ペレットの状態のライスレジンは白に近い乳白色ですが、成形品のフォークはわずかに茶色がかった色になっており、成形した際に焦げたような変色が生じていることが確認できます。
この変色やバリの発生は、材料の流動性を高めるために温度と圧力を上げたことが原因と思われます。成形条件を変えることで、バリや変色を抑えられないか試してみます。
条件を変更して成形
変色やバリの発生を抑えるべく、温度と圧力を下げた条件で成形しましたが、フォークの端まで樹脂が行き渡っていない状態で成形されてしまいました。

どうやら、最初の金型設計で設定した 4mm のゲートの幅が狭いため、樹脂を流した際にゲート周辺での圧力損失が大きくなり、成形に最適な温度や圧力などの条件がシビアになってしまっているようです。バリや変色を抑制し、安定した成形を可能にするためには、樹脂が流れやすくなるようゲートの幅や形状を調整し、再度金型を設計する必要があるようです。
強度の課題
外観の課題が確認できたので、次はきちんとフォークとして使える強度で成形できているかを確認していきます。

試作したフォークを曲げてみると、柄の部分の強度が不足しており、容易に変形してしまいました。応力解析をして、強度が上がるよう設計を改良する必要がありそうです。
改良の工程では再度金型を設計し、バリ・変色・強度の3点を改良していきます。
改良の工程
再び「INARI P35」と「KitMill AST200」を使用し、試作の段階で明らかになった課題点を改良していきます。
1日目:応力解析を行い金型の設計を変更
改良版の金型を、試作時と同じく「Fusion」を使って新たに設計します。まずは曲げ強度を改良するために、応力解析をします。
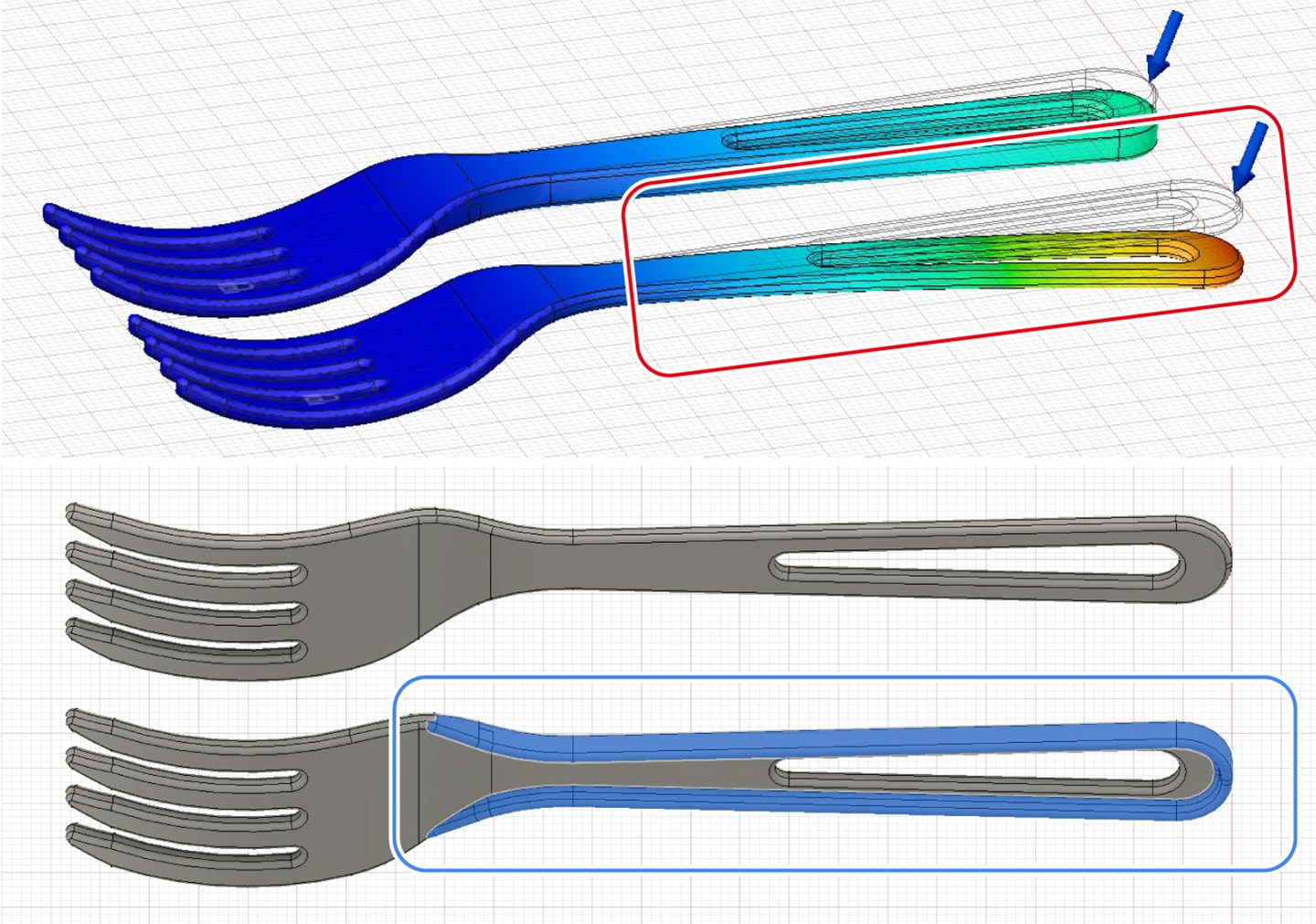
- 赤枠内:強度が不足していた箇所 青枠内:リブ追加箇所
強度が不足していた柄の部分は、外周にリブを設けました。これにより十分な曲げ強度の確保を試みます。次は変色やバリを防ぐために、樹脂の流動性を改良していきます。
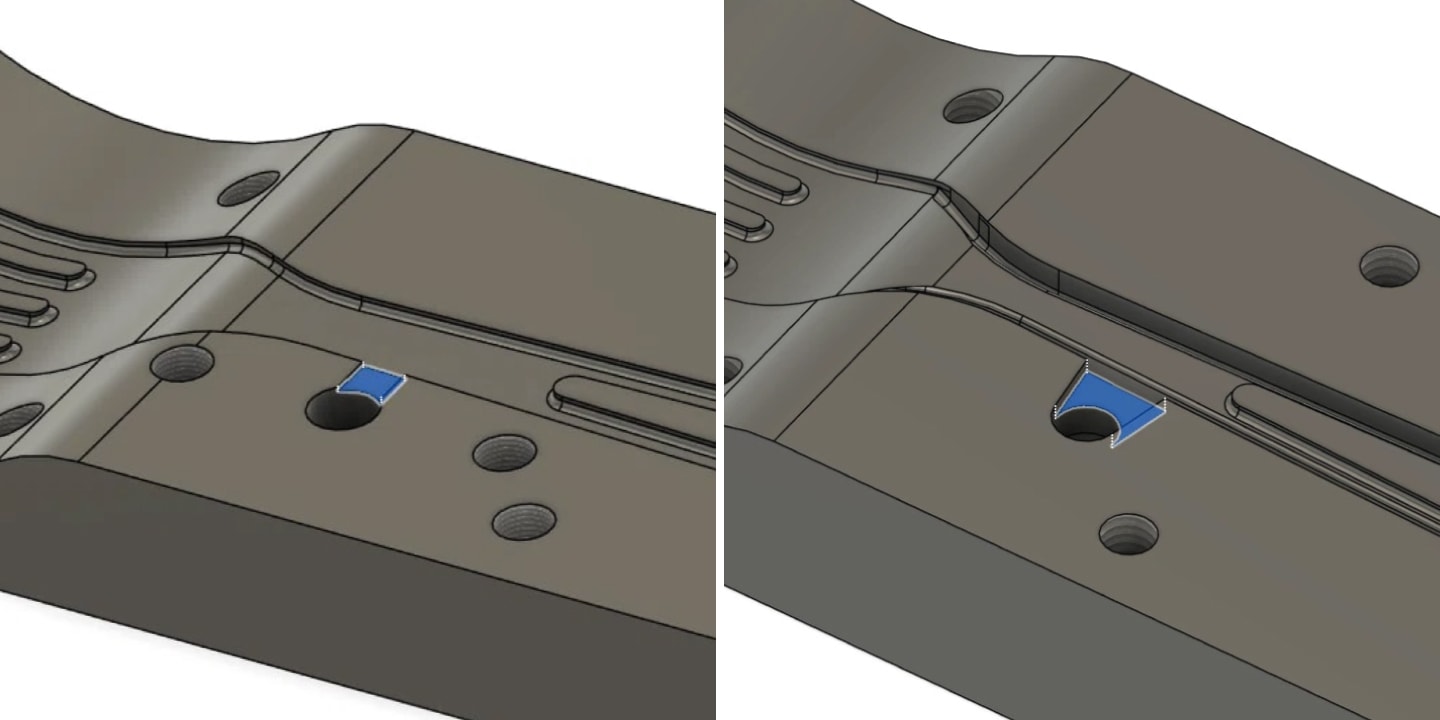
- 左:ゲート調整前 右:ゲート調整後
十分な流動性を確保するために、樹脂が流れ込むゲートの形状を改良しました。まず幅を 4mm から 8mm に広げ、樹脂が流れやすくしました。加えて、前回のような角の立った形状のゲートは流れが悪いため、滑らかな形状に修正しました。これにより成形に必要な温度と圧力を試作時よりも低くすることができ、変色やバリの少ない安定した成形が可能になります。
また、試作時の金型による成形では、フォークの持ち手の端まで樹脂が十分に行き渡らず、成形不良が発生していました。そこで、ゲートの位置をフォークの持ち手側に寄せることで、樹脂がフォークの端部まで充填されるよう調整しました。
2日目:「KitMill AST200」で金型を加工
改良版の金型を、試作時と同じく「KitMill AST200」と「クーラントケース」で再度加工します。

このように試作・改良のたびに金型を即日加工できることで、開発における金型製造の期間とコストを削減でき、射出成形の「試作」へのハードルも下がります。
3日目:「INARI P35」で射出成形し外観や強度を評価
改良した金型を使用し、「INARI P35」で再度フォークを成形しました。
試作段階の課題が解消されているか、再び外観や強度などを確認していきます。
改良後の外観
まずは外観の確認です。試作時の課題であったバリの発生や材料の変色が抑制できているか、試作時と改良後のフォークを比較して確認します。

- (左)試作時 (右)改良後
改良前のフォークと比較すると、ほとんどバリのない滑らかな仕上がりで成形されており、焦げたような変色も抑えられていることが確認できます。

- ライスレジンのペレットと改良後のフォーク
成形前のペレットと比較してみてもほとんど違いがなく、ライスレジン本来の乳白色で成形できています。ゲートの幅と形状を調整したことで樹脂が流れやすくなり、このように安定した品質の成形を実現できました。
改良後の強度
次は強度の確認です。試作時に強度を確認した時と同じように、フォークを曲げてみました。

試作時のように、少しの力で大きく曲がってしまうことはありませんでした。設計を変更しリブを設けたことで、十分な曲げ強度が実現されているようです。
今回は金型加工を「KitMill AST200」、射出成形を「INARI P35」により全て社内で行うことで、試作と改良をそれぞれ「3日」というスピードで完了できました。このようなペースで改良ができると、「ちょっとしたアイディア」を試す余裕も生まれてきます。
そこで次の段階として、ライスレジンだけではなく別のサステナブル素材でも試作をしてみました。
材料を変えた試作品との比較
「PP/セルロース繊維40%」に材料を変更
材料を「PP/セルロース繊維40%」に変え、先ほどと同じ金型で成形します。こちらは、ポリプロピレン(PP)に植物由来のセルロース繊維を 40% 配合した材料です。

「PP/セルロース繊維40%」もサステナブル素材ですが、繊維が入っているためライスレジンよりも強度の高いフォークが成形できるのではないかと思い、試してみました。繊維が入っているぶんライスレジンよりも流動性はやや劣りますが、「INARI P35」は最大約 2 トンまで加圧が可能なので、このような流動性が低い材料も成形できます。
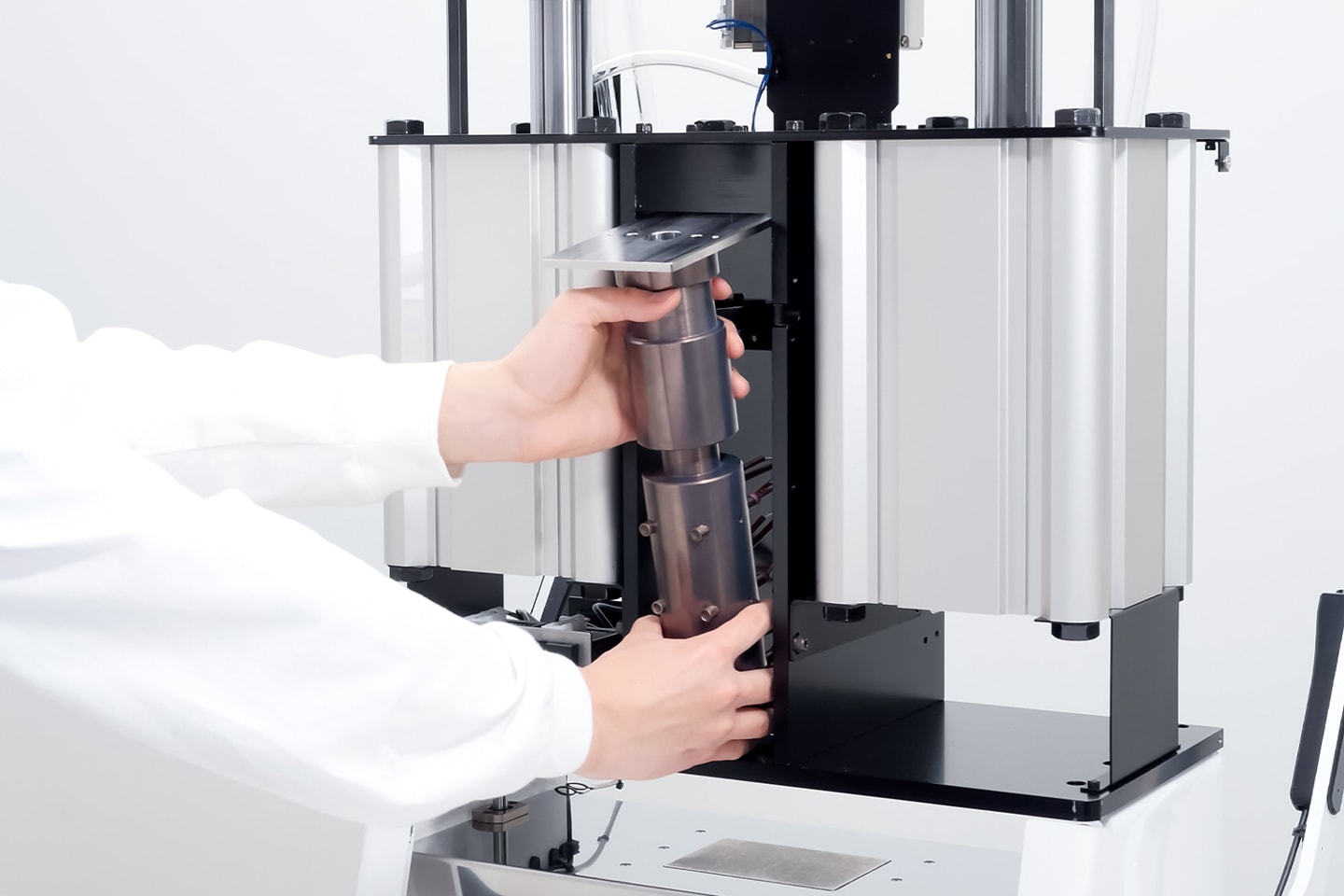
また、「INARI P35」で材料を変えて成形する場合、このようにシリンダーごと簡単に入れ替えることが可能です。さらにメンテナンスも簡単なため、今回のように繊維などが混ざった材料で成形する場合でも、詰まりなどのトラブルを気にせず試作できます。様々な材料をその場で試すことができれば、検証や比較が手軽になり、より精度を高めたものづくりを実現できます。
「PP/セルロース繊維40%」と「ライスレジン」による成形品の比較
「PP/セルロース繊維40%」を使用して、同じ金型で成形したフォークです。

先ほどと同じく、バリや変色はほとんどなく滑らかな形状で成形できているようです。ライスレジンで成形したものと質感などの違いを比較してみましょう。

こちらはライスレジンで成形したフォークです。色はお米の乳白色で、手触りはつるつるとしています。

こちらが「PP/セルロース繊維40%」で成形したフォークです。ライスレジンと比較すると、生成りの優しい色合いをしており、触ってみると木の繊維のさらさらとした触感があります。

また繊維が入っているので、最初に予想したとおりライスレジンよりも曲げ強度が高いことが確認できます。これだけの強度があれば、一般的なフォークと同じように使うことができそうです。
「CONERI」との組み合わせで廃プラスチックからの成形が可能に
今回の記事では「INARI」と「KitMill」による試作の事例を紹介しましたが、この夏に発売予定の卓上ペレタイザー「CONERI」をこの 2 機種と組み合わせることで、さらに試作の幅が広がります。例えば下記のように、細かく砕いた廃プラスチックを「CONERI」で新たなペレットとして再生し、「KitMill」と「INARI」で新しいフォークを成形することも可能になります。
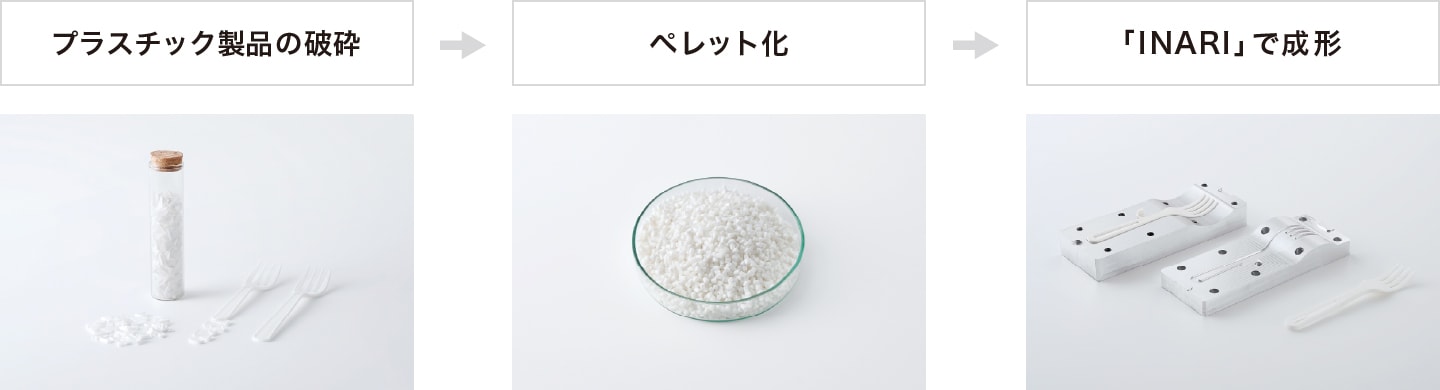

- プラスチック製品の粉砕

- ペレット化

- 「INARI」で成形
「CONERI」はこのような廃プラスチックのリサイクルはもちろん、貴重な材料の再利用や、3Dプリンターから発生するサポート材の再利用などにもお使いいただけます。
成形サンプルの取り寄せ

フォーク
- 材料はPP/セルロース繊維40%のみです。
- 型は付属しません。
- 送料無料、ポスト投函便でのお届けとなります。
関連記事

【INARI P35】ダンベル試験片 JIS K7139 A1 t4
「INARI P35」と、オプション品の「ダンベル試験片の金型」を用いることで、ダンベル試験片を手軽に成形できます。金型の仕様および成形した試験片の実例をご紹介します。

【INARI M06 / M12】サステナブル素材を使った成形サンプル
「手動式 INARI M06 / M12」でもサステナブル素材の成形が可能です。4種類のサステナブル素材で成形したサンプルについてご紹介しています。

【note】フォークの金型、失敗事例集
「制作の裏側」をテーマに、今回のサンプルの金型ができるまでの「失敗例」をご紹介しています。ぜひ今回の記事と合わせてご覧ください。



