追加工で生み出す、美しいアンプケース
本記事では、KitMillを使用して市販のアルミケースに追加工を施すことで、美しいアンプケースを作り出す方法をご紹介します。


今回の動画で使用したもの
- 機種 :KitMill CL200
- CAM:Cut2D
- 刃物 :汎用超硬スクエアエンドミルΦ1.5、軽金属向け彫刻カッター半月LM60°
- 材料 :アルミケース(フロントプレート)、ポリアセタール板(POM)T=5mm
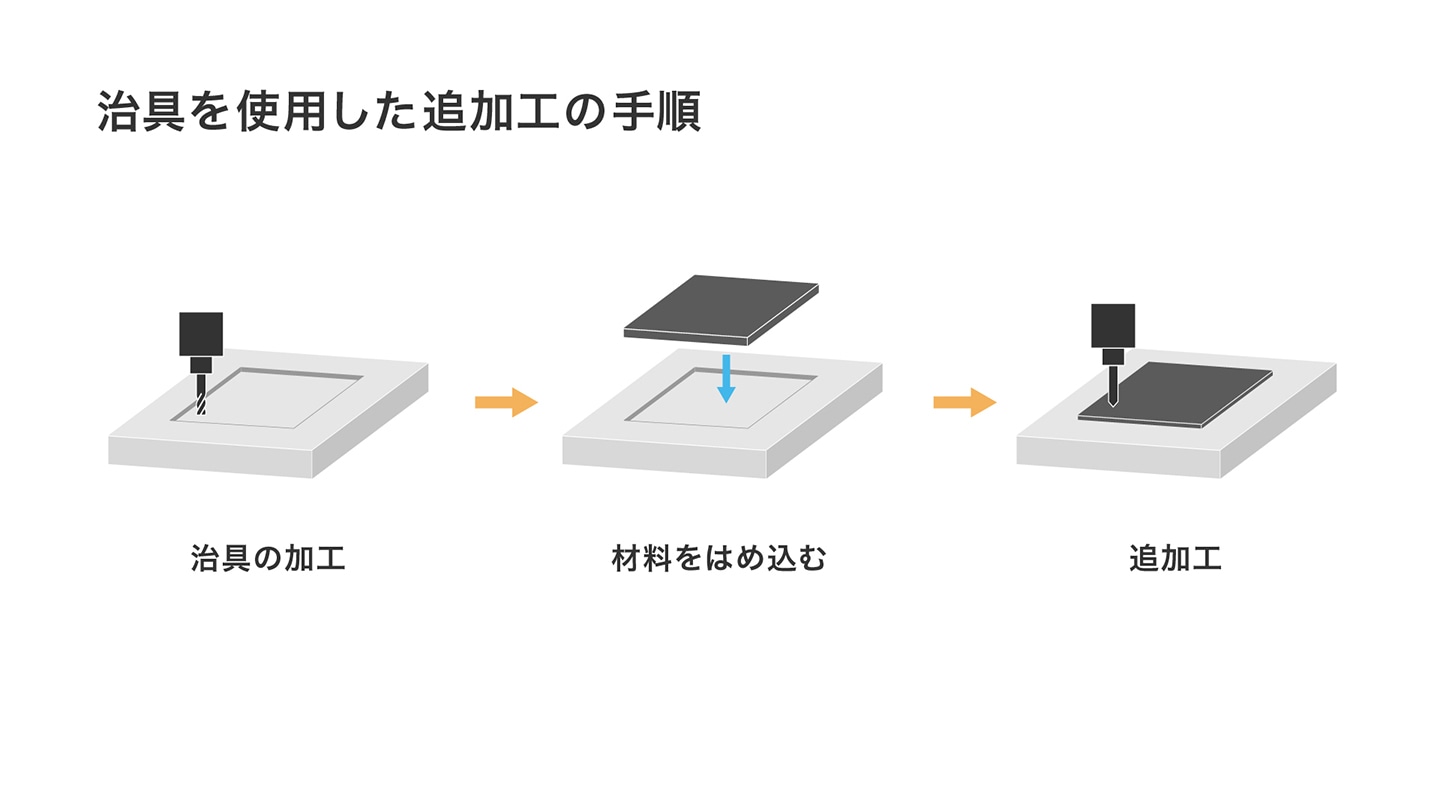
精緻な追加工のコツは、材料の位置合わせ
追加工を行う際には、材料の位置合わせが重要となります。今回は、位置合わせのためにポケット形状の治具を製作した上で、材料をはめ込んで追加工を行いました。
1. 寸法の計測
追加工を施す材料(アルミケースのフロントパネル)の寸法を計測します。

2. 設計
手順1で計測した材料の寸法を元に、CADソフトで治具の設計・追加工のデザインを行います。
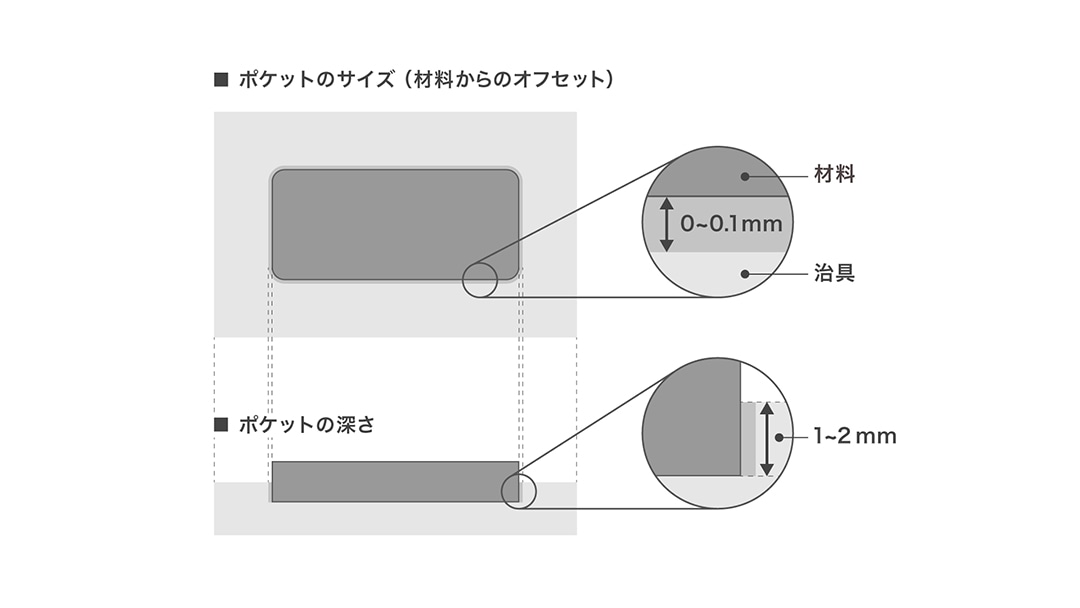
■ 治具設計時のポイント
材料をはめ込むポケットは、材料の外形から0〜0.1mmのオフセット、深さ1〜2mmを目安に設計します。
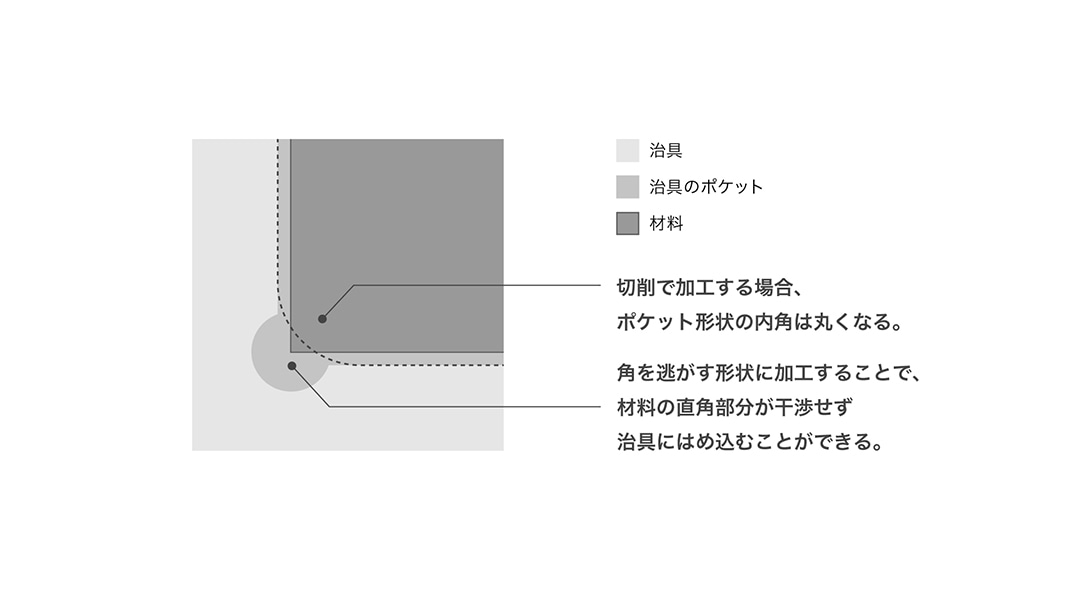
■ 材料に直角の角がある場合の注意点
切削による加工では、ポケット形状の内角を完全な直角にすることはできません。材料に直角の角がある場合、角を逃がすポケット形状に設計することで、材料の角が干渉することなく治具にはめ込むことが出来ます。
3. NCプログラムの作成
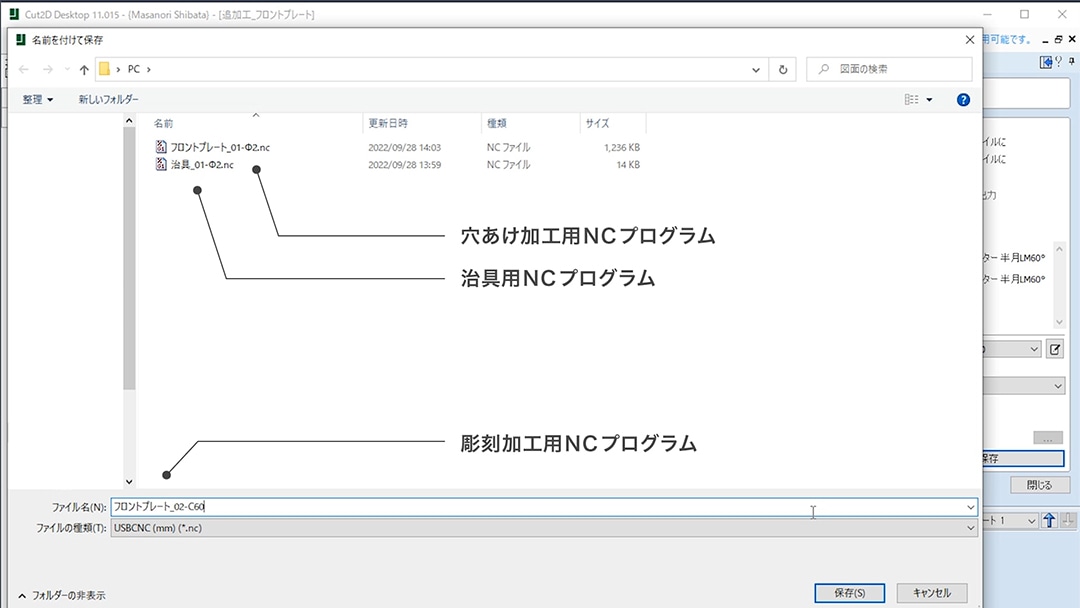
治具用・追加工用のNCプログラムを作成します。
NCプログラムの作成には、2D加工と簡単な彫刻加工に対応したCAMソフト「Cut2D」を使用しました。
■ 追加工の穴あけ・彫刻の工程ではそれぞれ異なる刃物を使用するため、使用する刃物ごとにプログラムを分けて作成します。
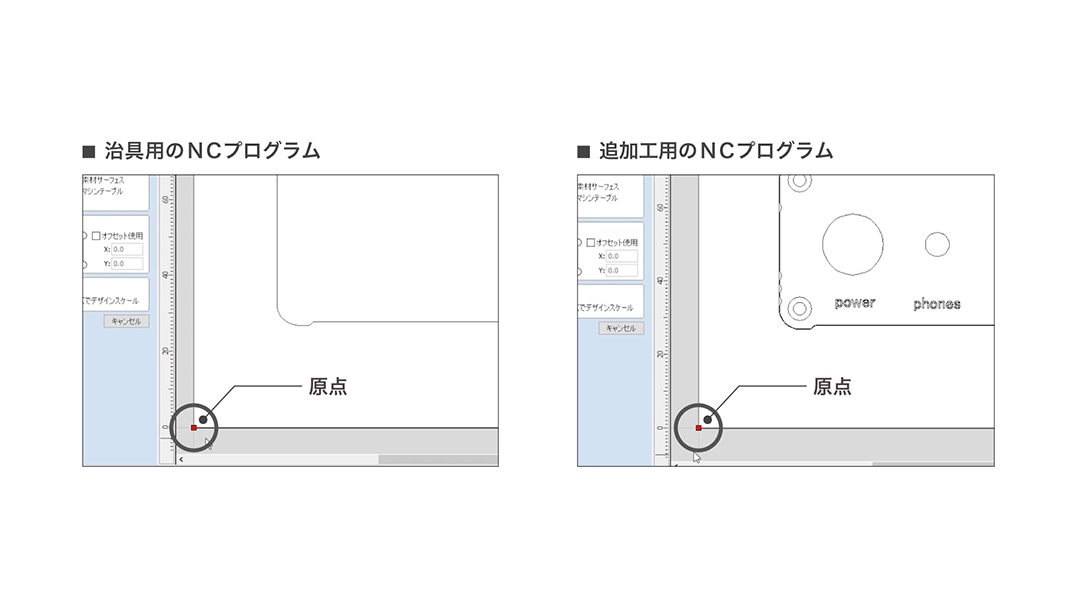
■ 高精度な追加工を施すため、全てのプログラムのX・Y軸の原点を一致させる必要があります。
加工原点は治具用材料の左下をX・Y軸の原点として使用します。これにより、治具に材料をはめ込んだ際に正確な位置決めが可能です。
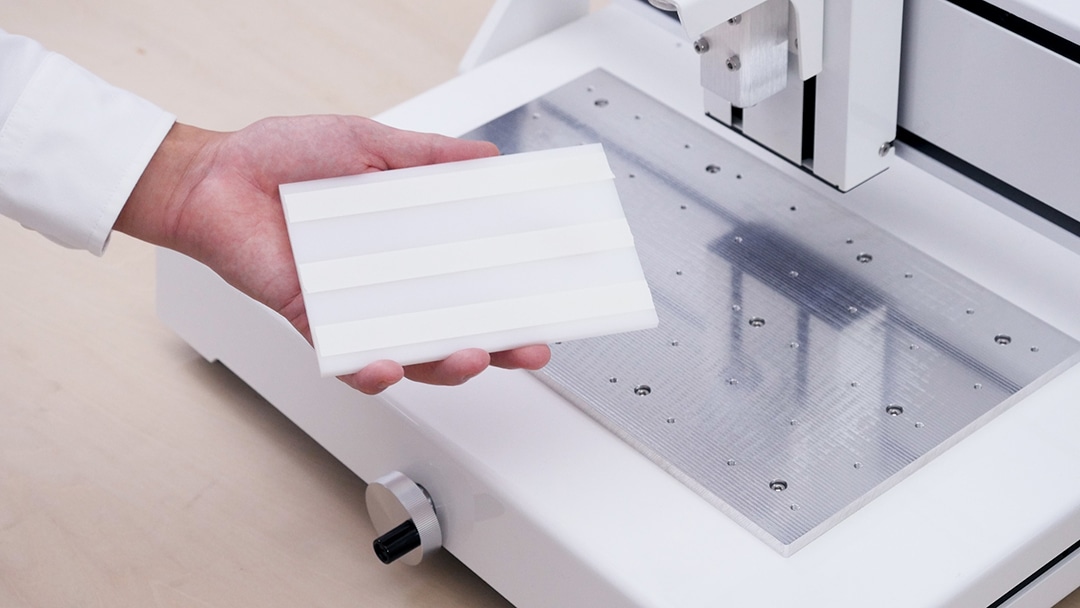
4. 治具用材料の固定
治具用の材料を加工テーブルに固定します。追加工終了まで動くことがないように、両面テープを用いてしっかりと貼り付けます。
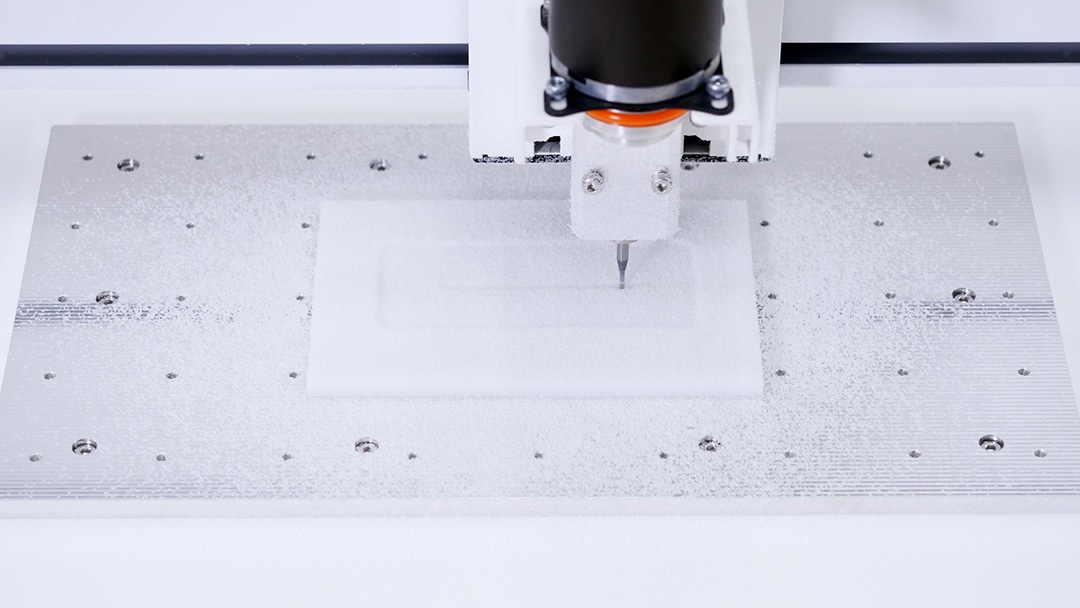
5. 治具の加工
汎用超硬スクエアエンドミルを取り付け、治具の加工を開始します。
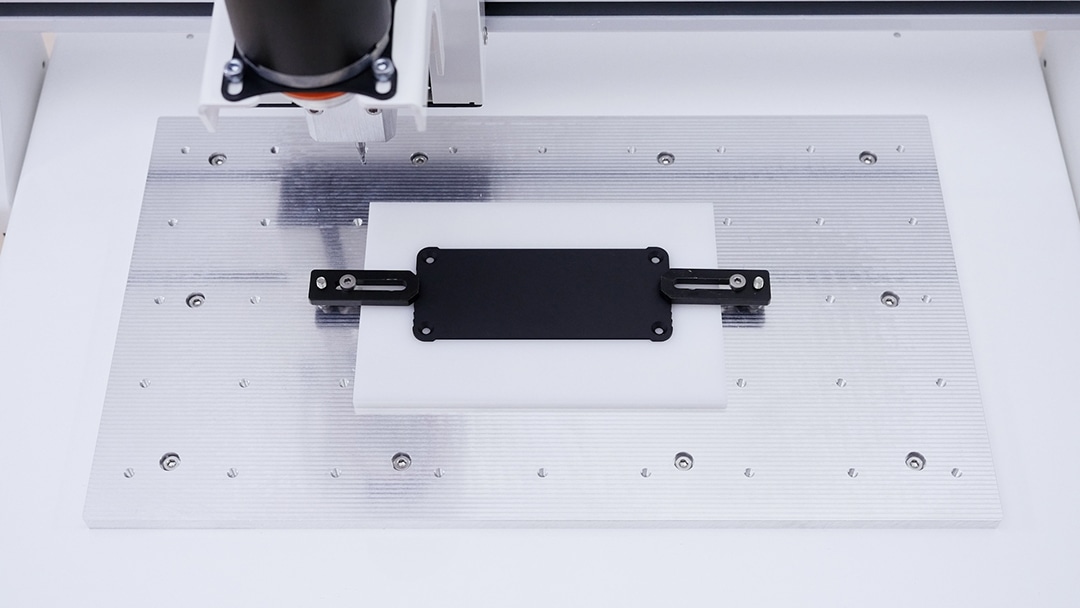
6. 追加工を施す材料の固定
加工を終えた治具のポケットにパネルをはめ込み、クランプで固定します。
■ クランプの固定面をテープなどで保護しておくことで、固定する材料に傷がつくことを防止できます。
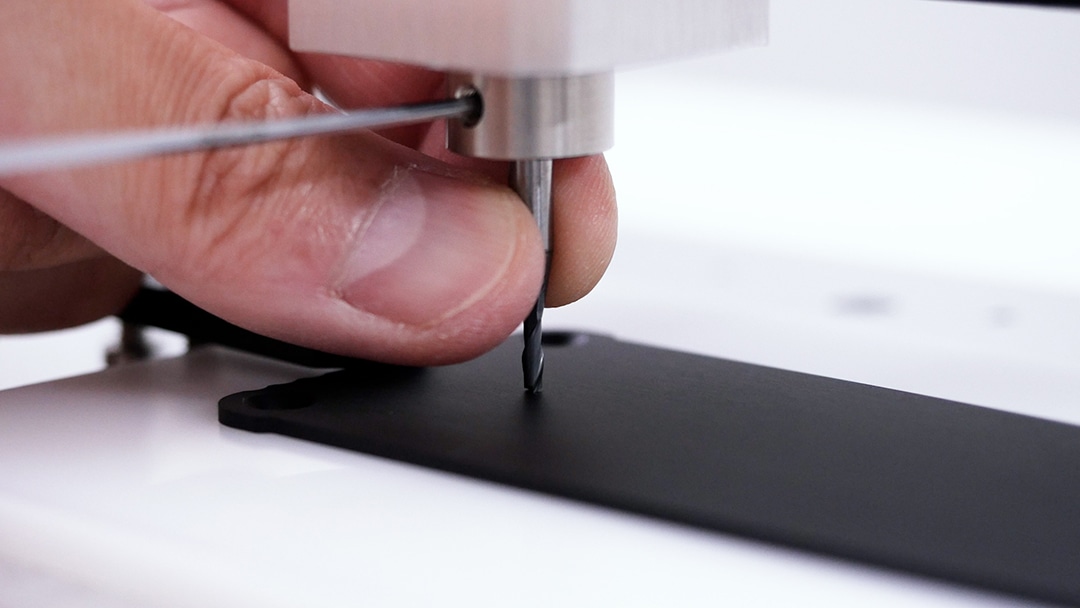
7. Z軸の調整
刃物の固定をゆるめ、先端をパネルの表面に当ててからZ軸の原点を設定します。この際、X・Y軸を手動で動かさないように注意しながら作業を行います。
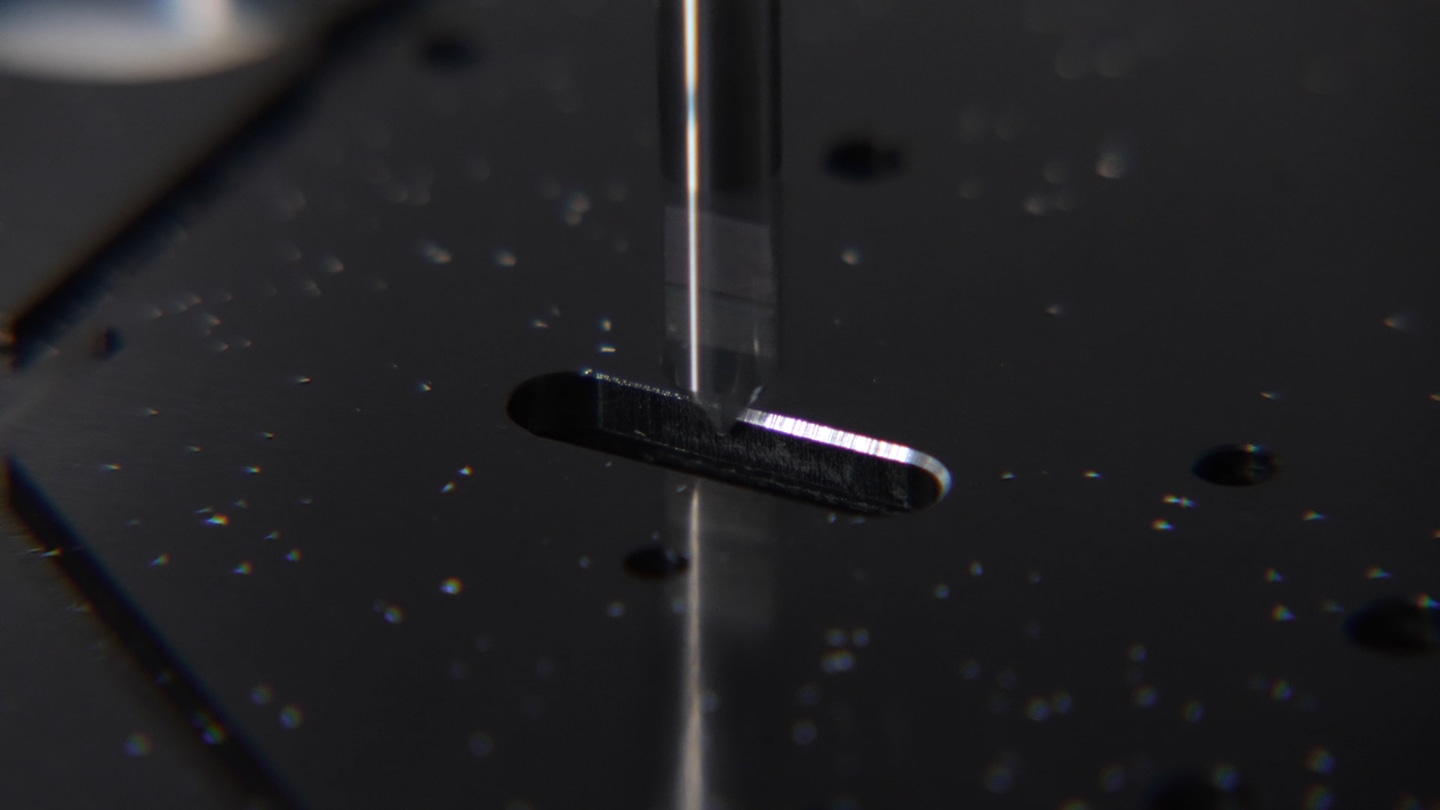
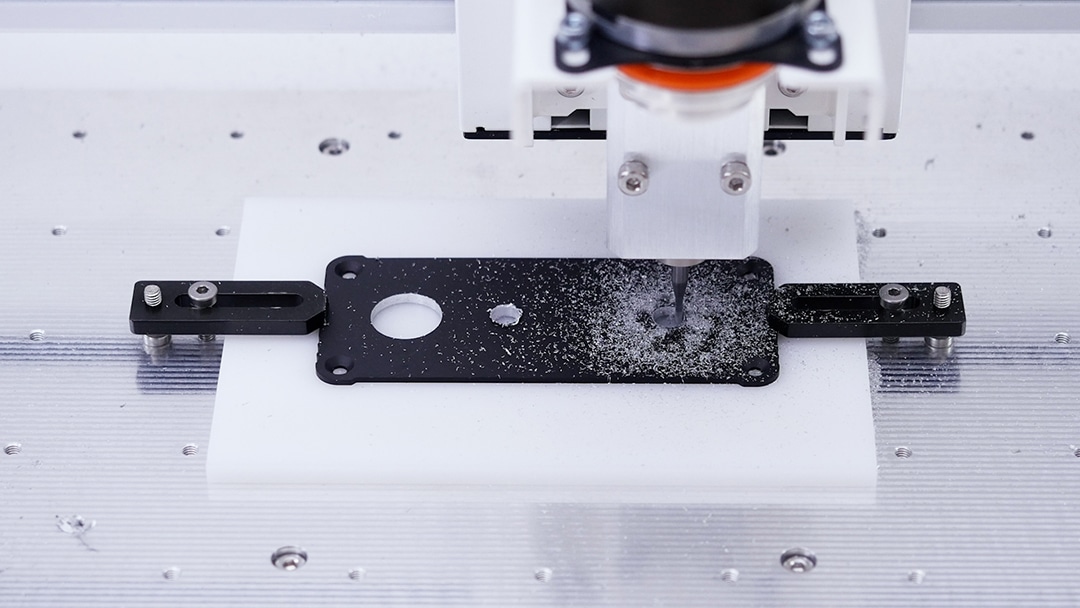
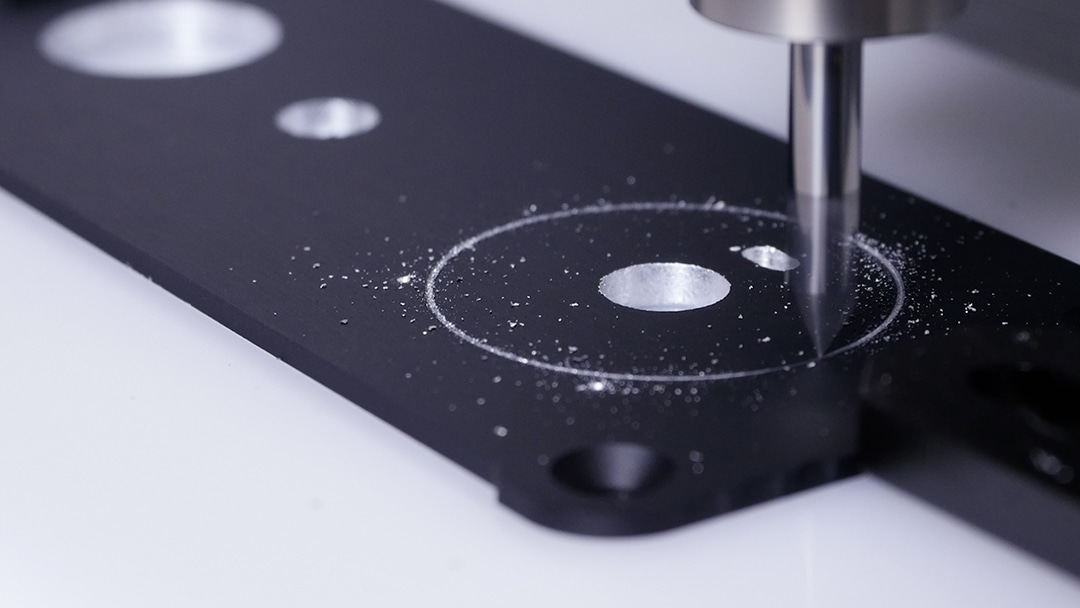
8. 追加工
8-1 | 穴加工用のNCプログラムを読み込み、追加工を開始します。
8-2 | 穴加工の終了後、刃物を取り外し、軽金属向け彫刻カッターに交換します。
8-3 | 彫刻加工用のNCプログラムを読み込み、加工を開始します。

バリ取りをしたら、完成です。
高級感を演出する追加工の応用事例「面取り」
KitMillで削り出し、アルマイトキット彩で染色を施したパーツに面取りの追加工を行いました。
怪我を防ぐだけでなく、アルマイト処理後のパーツからアルミの美しい表面がわずかに顔を出すことで、高級感がぐっと引き立ちます。面取りには「木材向け彫刻カッター半月WD90°」を使用しました。