2022.06.22
2022.06.22
INARIのための金型設計ノウハウ
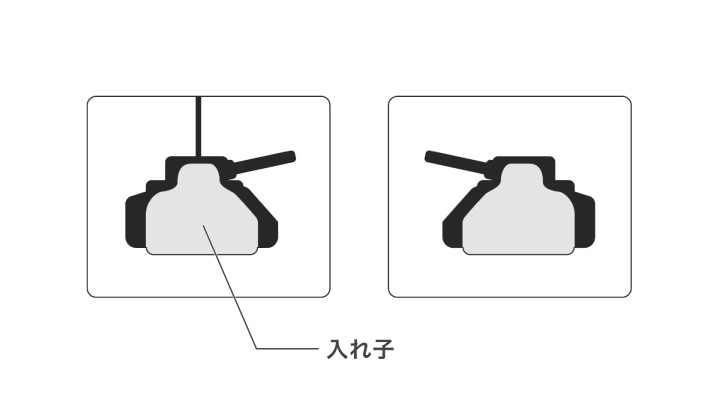
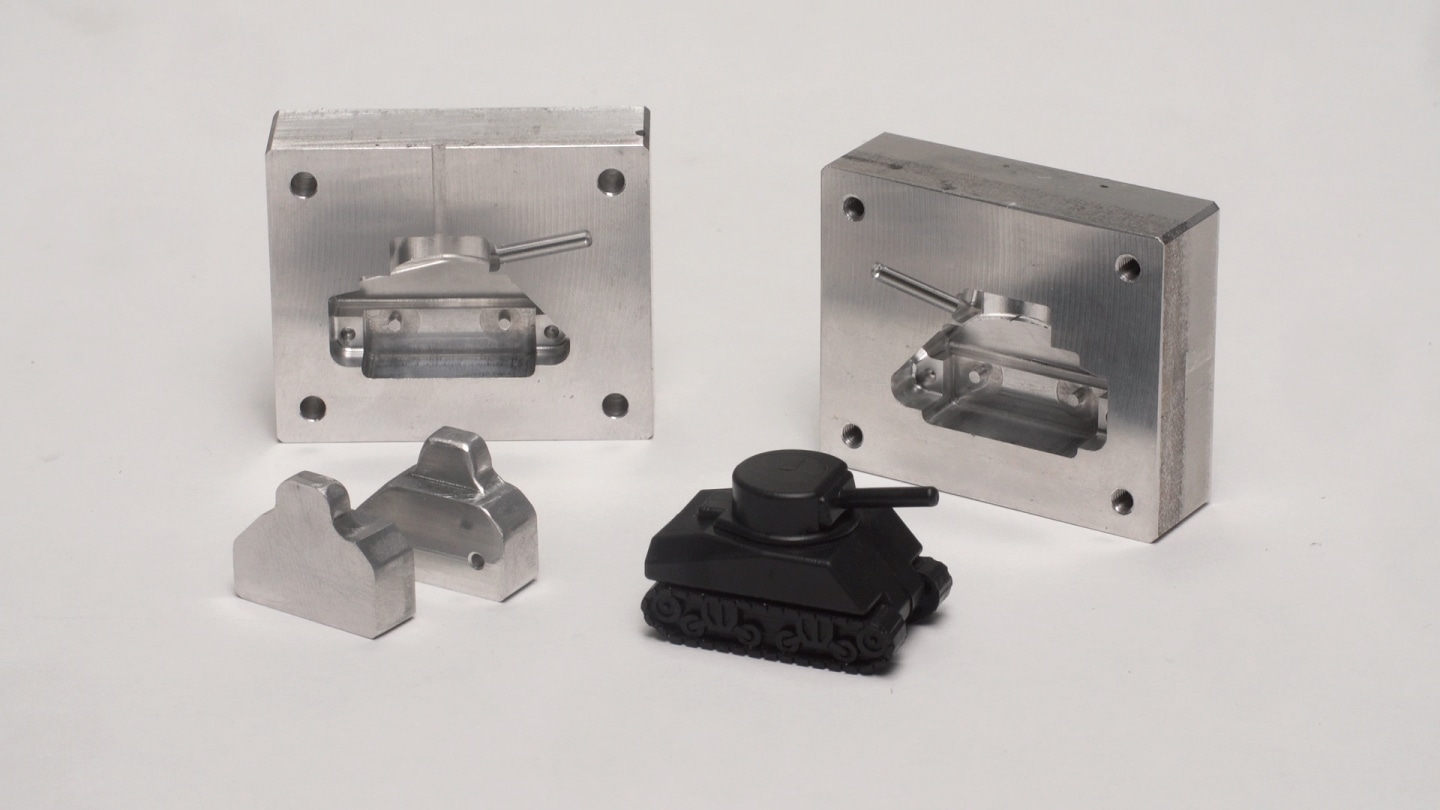
入れ子の設計
金型内部の空気溜まりによるショートショットや、肉厚な成形品に生じるヒケ・ボイドなどの成形不良を予防する方法として、入れ子構造の金型設計についてご紹介します。

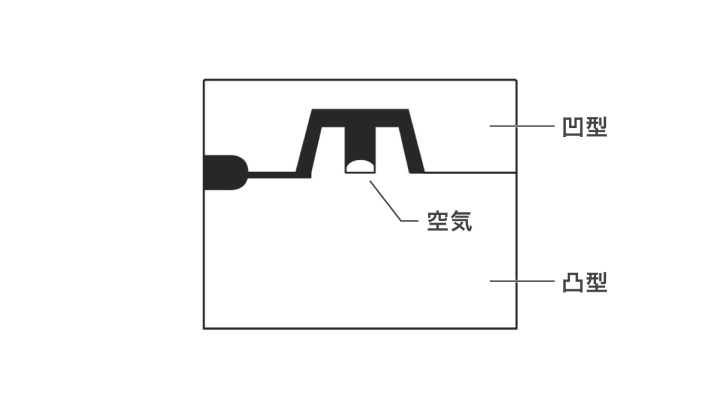
1. 金型内部の空気溜まりを解消する
1-1|成形品の形状によっては、樹脂を充填する際に金型内部に空気が溜まり、ショートショットを引き起こす場合があります。
■ ショートショット
樹脂が金型全体に行き渡らず固まってしまう成形不良
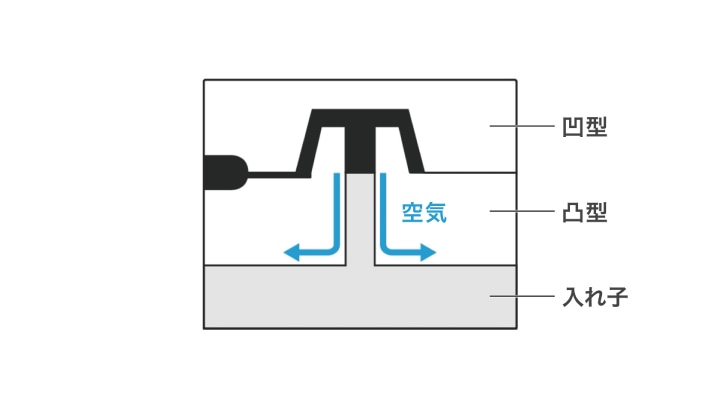
1-2|複数のパーツで構成された入れ子構造の金型を使用することで、空気溜まりが解消され、樹脂が充填しやすくなります。
2. 成形品のボイド・ヒケを予防する
2-1|成形品が肉厚な場合、ボイドやヒケといった成形不良が発生しやすくなります。
■ 備考
1|ボイド:成形品内部の気泡
2|ヒケ :成形品表面の凹み

2-2|金型の内部に分割したパーツをセットした状態で射出成形を行うことで、シェル状の成形品を作ることできます。肉厚が薄く均一になるため、ボイドやヒケの発生を抑えられます。
3. 射出成形の準備
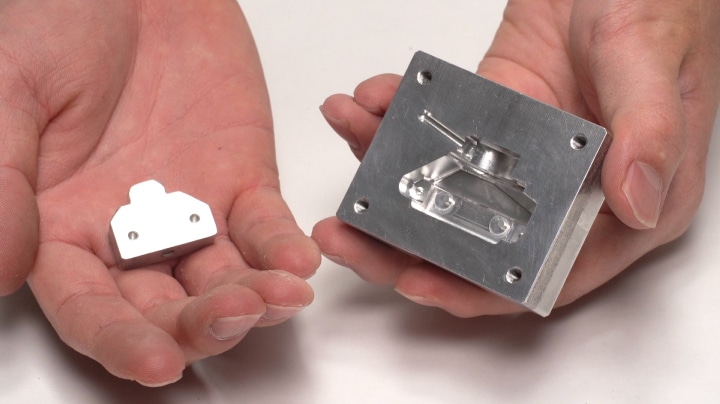
入れ子構造の金型を用いて、シェル状の成形品を作ります。
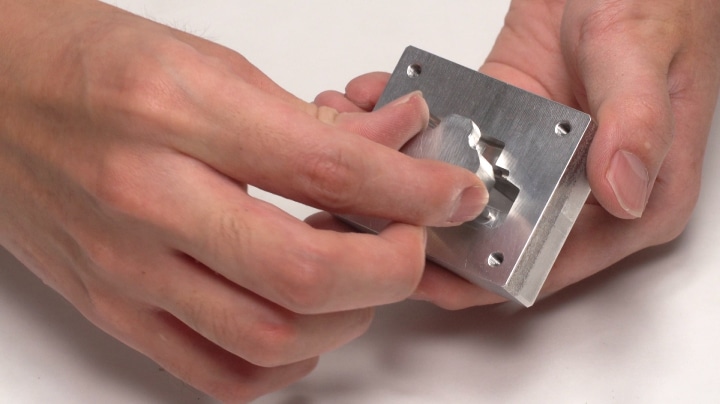
3-1|金型内部に入れ子をセットしてから金型を閉じ、ネジで固定します。
3-2|軽くINARIのハンドルを倒し、ノズルから樹脂が出てくることを確認します。
3-3|ノズル先端の樹脂を除去し、金型をINARIに固定します。
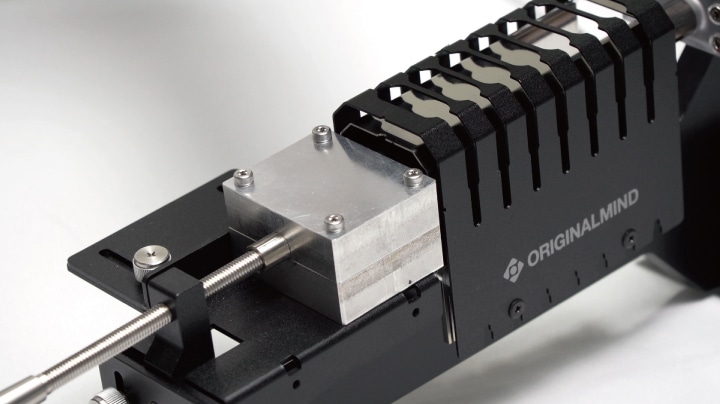
4. 射出成形
ハンドルを倒し、金型に樹脂を注入します。抵抗が強くなってから数秒間加圧を続けた後にハンドルを戻すことで、ヒケを予防することができます。

5. 成形品の離型
5-1|INARIから金型を取り外します。
5-2|金型を固定しているネジを外し、金型を開きます。
5-3|金型から成形品を引き抜きます。


6. 入れ子の取り外し
6-1|入れ子のネジ穴にネジを挿し込みます。
6-2|ネジと成形品をしっかりと持ち、入れ子を引き抜きます。


成形不良が発生していないことを確認したら、射出成形は完了です。