Maker's Guide / INARI インサート成形


1. インサート成形とは
インサート成形とは、樹脂と他素材が一体となった成形品を作り出す成形方法です。
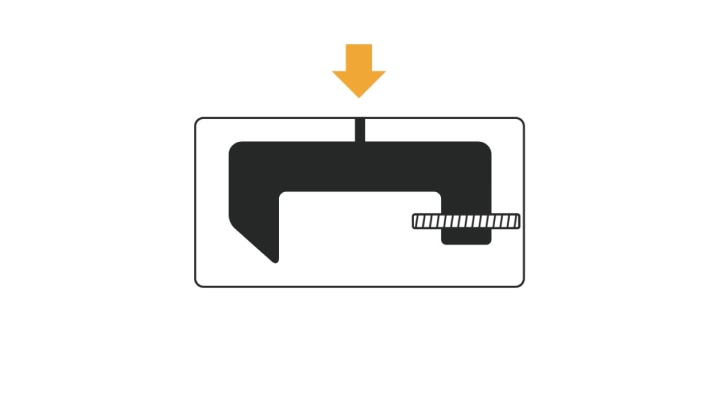
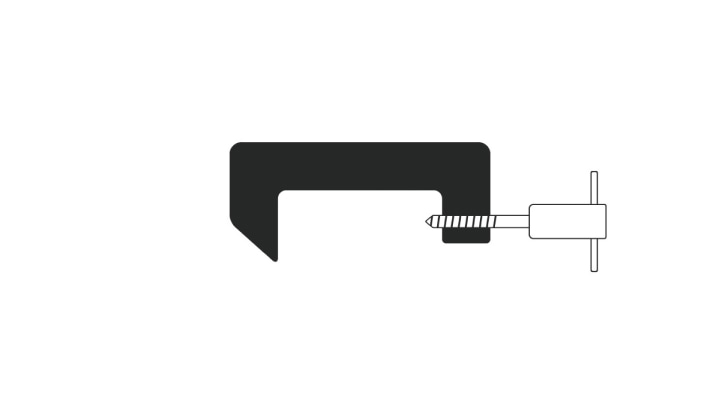
1-1|インサート成形を行う場合、あらかじめ金型内部にインサートする部品をセットします。
1-2|インサート部品をセットした状態で樹脂を充填することで、樹脂とインサート部品が一体化します。
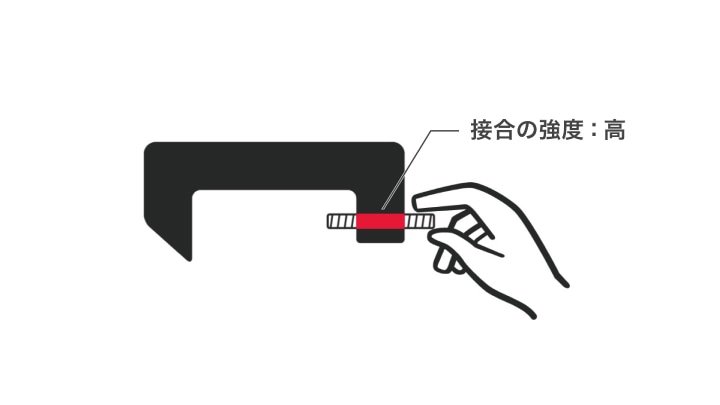
2. 接合の強度
インサート成形で作った成形品は、樹脂とインサート部品が一体化しているため、接合の強度や耐久性が高くなります。
3. 組み立て工数の削減
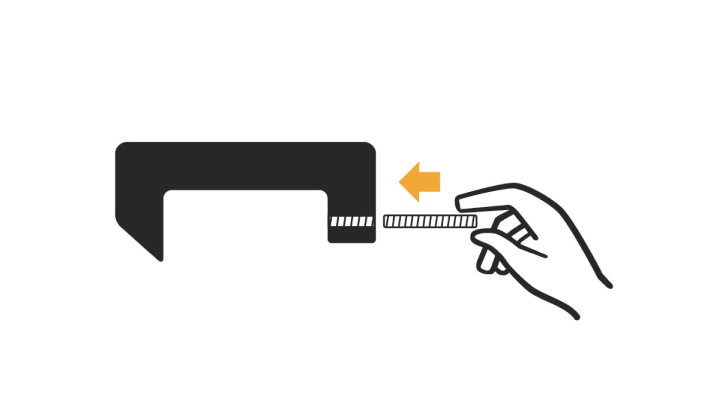
別個に成形した樹脂パーツと他部品を接合する場合、組立工程が必要になります。インサート成形を行うことで、成形品の組立工程を削減することが出来ます。
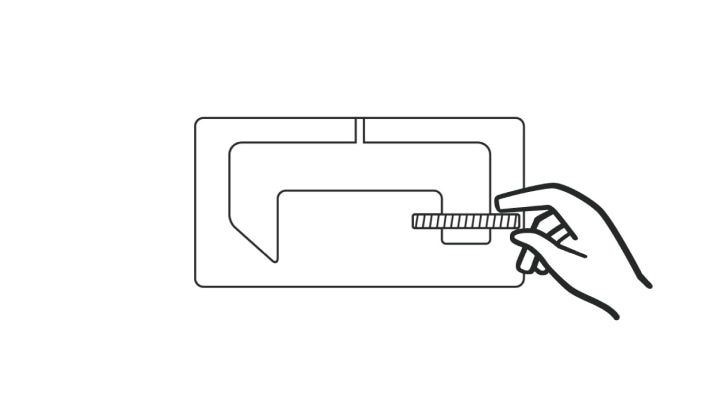
- 左図は、インサート成形を行わず樹脂パーツと他部品を接合する際の作業例です。
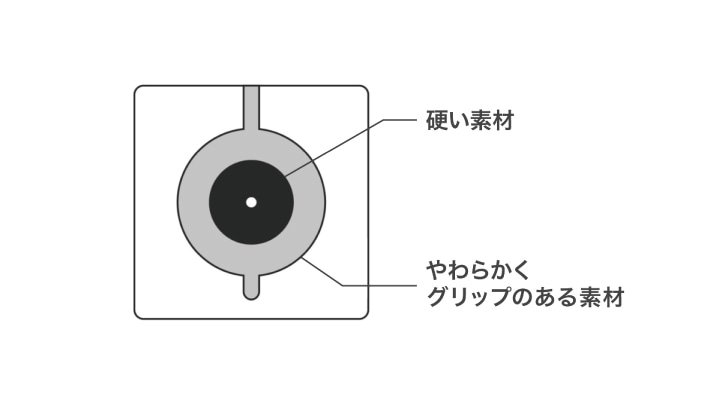
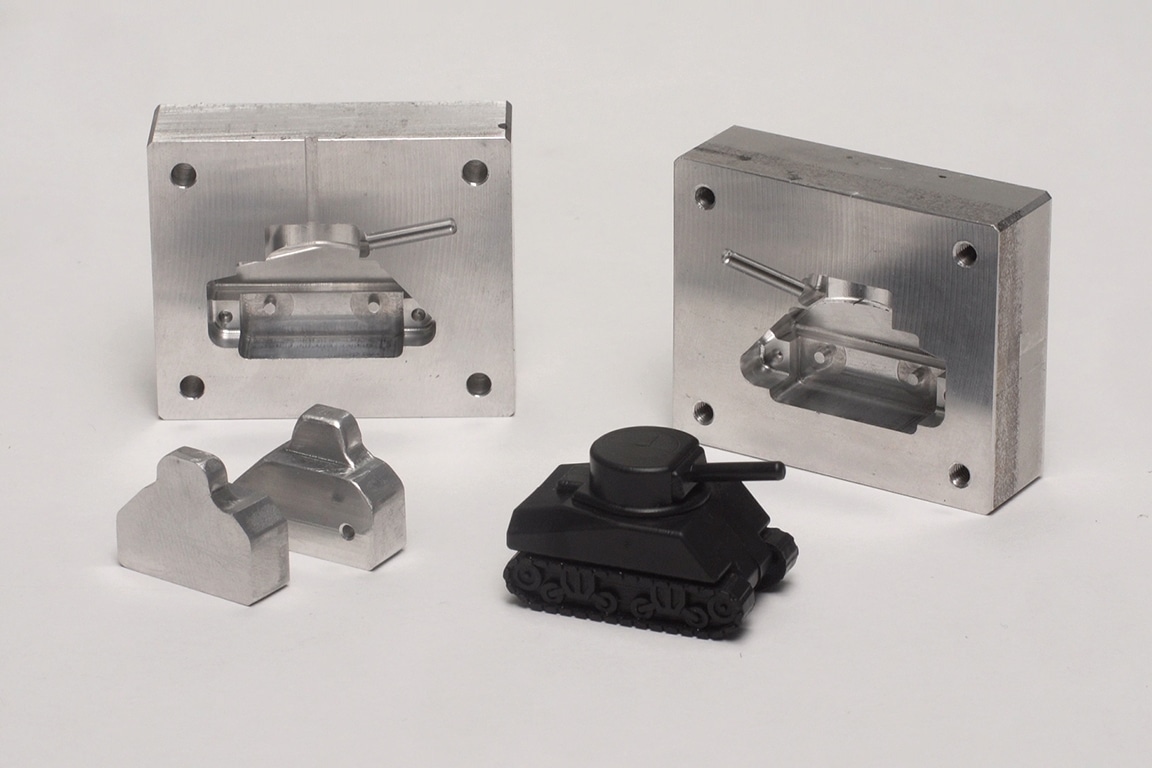
4. 二色成形
あらかじめ成形した樹脂パーツをインサート部品として使用することが可能です。硬さの異なる樹脂を組み合わせた部品を作るなど、単一の樹脂では実現できない特性を付与することが出来ます。
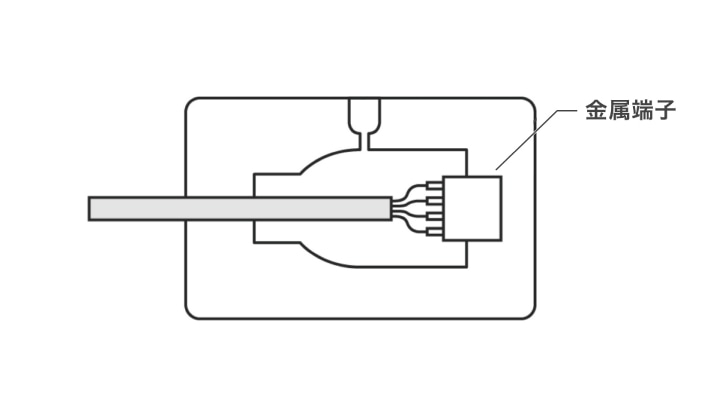
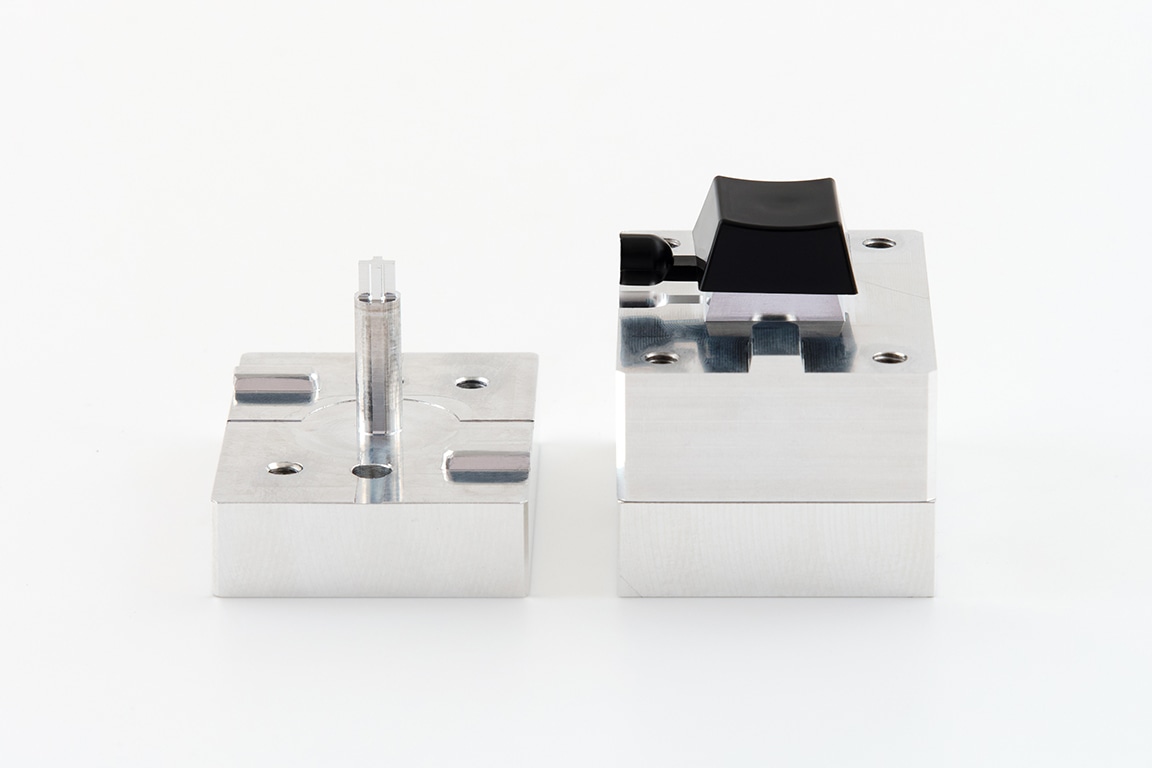
5. 金属端子の封止
インサート成形によって、金属端子の封止を行うことも可能です。インサート部品として組み合わせる既製品に、様々な機能の付与や補強を行うことが出来ます。
6. 射出成形の準備
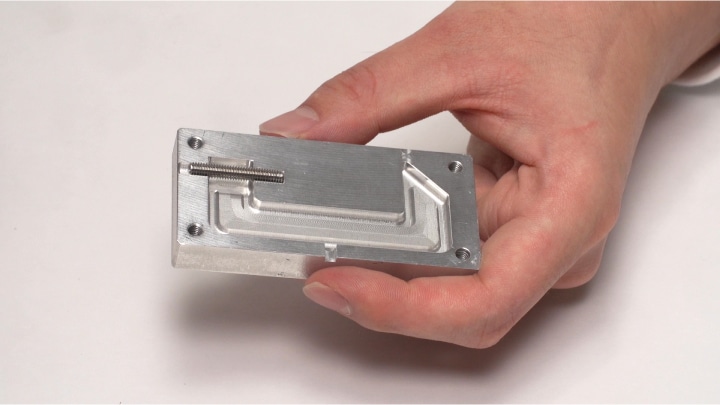
金属ネジをインサートし、クランプを成形します。
6-1|インサート部品の金属ネジを金型内部にセットした後、金型を閉じます。
6-2|軽く「INARI」のハンドルを倒し、シリンダーのノズルから樹脂が出てくることを確認します。
6-3|ノズル先端の樹脂を除去し、金型を「INARI」に固定します。

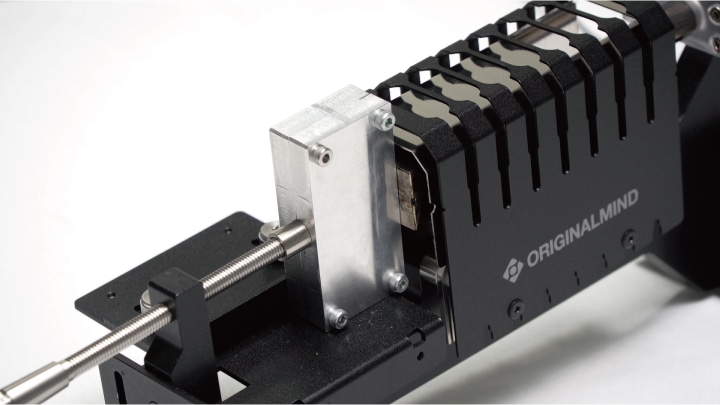
7. 射出成形
ハンドルを倒し、金型に樹脂を注入します。ハンドルを倒しきってから数秒加圧を続けた後にハンドルを戻すことで、ヒケを予防することができます。

8. 成形品の離型
8-1|金型を「INARI」から取り外します。
8-2|金型を固定しているネジを外し、金型を開きます。
8-3|金型から成形品を引き抜きます。
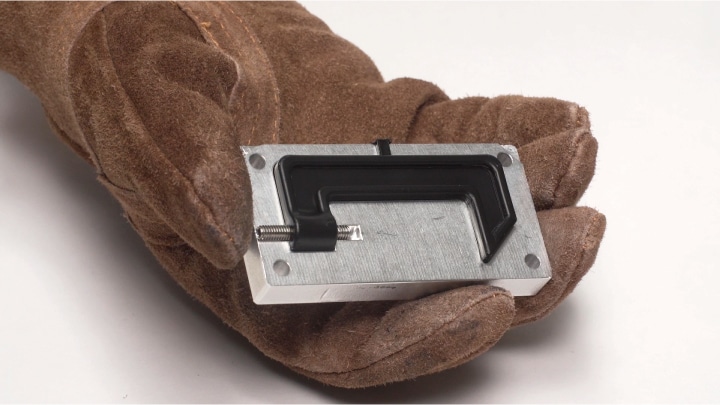

樹脂とインサート部品がしっかりと接合されていることを確認したら、射出成形は完了です。
関連サンプル

USBケーブル(インサート成形 / アルミ型)
インサート成形の例として、USBケーブルの成形手順をご紹介します。INARIを使用することで、独自設計のケーブルを短期間で製作できます。

タイヤ(2色成形)
2色成形の例として、ホイールの周りにTPEを溶着させたタイヤの成形手順をご紹介します。接着剤等を使わずに一体化した部品を製作できます。
関連記事
Maker's Guide / INARI コールドスラグウェルの設計
射出成形時に成形素材を金型全体に行き渡らせやすくする方法として、コールドスラグウェルを取り入れた金型設計についてご紹介します。
Maker's Guide / INARI 入れ子構造の金型
金型内部の空気溜まりが原因で発生するショートショットや、肉厚な成形品に生じるヒケやボイドといった成形不良を防止することができる、入れ子構造の金型についてご紹介します。
Maker's Guide / INARI 押出プレートによる離型
射出成形後に金型から成形品を綺麗に取り外す方法として、押出プレートを利用した離型方法をご紹介します。