こんにちはゲスト様。MYページへはログインしてください。はじめての方はこちら(会員登録ページ)。
こんにちは様。 ログアウト
originalmind オリジナルマインド

当社社長のコメント
何よりも驚いたことは、自宅での加工に切削油をここまで思い切って使用していることでした。切削油は床などに溢れてしまうと、掃除に大変手間がかかることから、自宅で扱うには知識とちょっとした勇気が必要なものです。使いたいとは思っても、部屋の中での使用にはどうしても限界があり、こうも思い切って使えるものではありません。
KitMillは組み立てキットであるということからも、構造が理解しやすく、拡張性にも優れた製品です。なので、ご自身で改造や外部オプションの実装をされる方も多く、当社開発部の発想を超えたところで驚かされることがたくさんあります。そんな中この作者さまが、切削油の循環システムをKitMillに実装されたことは「個人の可能性を広げる」という意味で、とても貴重なものです。しかも、100円均一で購入できる身近で安価な材料を使用し、わずか1日で完成させていることを受け、当社開発部も大きな刺激をいただくことができました。こうした「可能性を広げる」改造例が、多くのお客さまの参考にもなればと思い、お贈りさせていただきました。
製作者の情報
| 製作者 | : | Nianiarin(にゃにゃりん)様 |
| : | @Nianiarin |
使用している製品・部品
製作者のコメント
KitMill RD420を購入しましたが、長時間の加工で切削油を何度もつけるのが煩わしくなり、切削油の自動供給・循環を行う装置を作成しました。
急造品(1日で完成)なので見栄えはイマイチですが、金属・アクリルなど難切削・切り粉の除去が欠かせない材料の加工をするときに「自動で切削油をつけられたらなぁ」とお思いの方々の一助になればうれしい限りです。
(※防音ボックスも自作ですが、ホームセンターで合板をカットし、内側に吸音材を貼り付けているだけなので割愛します。)
自動循環化に必要な材料(あくまで今回の構成例です。全部ホームセンター&通販で揃いました)
- 厚さ3mmのアクリル板(ホームセンター等で指定サイズにカット・ドリルで穴開け)
- ステンキャップ(六角穴付き低頭ボルトM4×12mm)×12個
- 内径φ5mm弱の小さなOリング×12個
- 100均のプラスチック漏斗
- 100均のホース(漏斗を差し込んでぴったりな内径)
- バスコーク(水漏れ防止のシリコン封止剤)
- ホットボンド(水漏れしたところの補修等に利用)
- マグネットクーラントホース(本体についているプラスチックの青いホース)
- ガソリンホース(クーラントホースの入り口に合うサイズ)
- マグネットポンプ(揚程2.1m、吐出量11L/min)
- 100均のPP製ケース(4~5L入るもの)
- 水溶性切削油(エーゼット社のものを使いました)
- ステンレスメッシュ(100均の天かす掬いをばらしてもいけます)
苦労したポイント
循環装置はかなり簡単な構成なので、部品がそろえば1日もあれば作成できてしまいます(色々試行錯誤したので見栄えが良くないです・・・)が、切削油を循環させるためのポンプの選定に時間がかかりました。
ポンプは、設置位置と吐出口の高低差によって揚水、吐出能力を選定する必要があります。
今回は、本体を設置した水槽台、防音ケースの厚みなど考慮して、ポンプと吐出口の高低差を900mm程度と見積もり、マグネットポンプは最大揚程2.1m、最大吐出量11L/min程度のものを選んでいます。
写真
 |
本体の入った木製防音ボックスを横から見た写真です。水槽台の上に防音ボックス置き、その中に本体を設置しています。水槽台の下を二段に分けており、上に切削油をプールするプラ容器、下段にマグネットポンプを置いています(ポンプ内の油が抜けないよう、ポンプは容器より低くすると良いです)。 |
 |
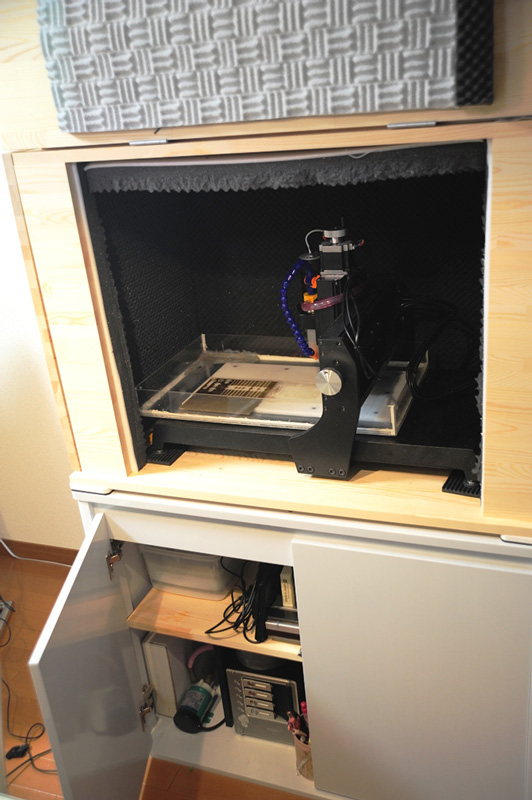
防音ボックスを閉じた状態です。通常は正面(写真手前)のふたを開け閉めしてメンテナンスしています。装置を取り出すとき等には横を開いています。 |
 |
ホームセンターでアクリル板をカットしてもらい、アクリル用接着剤で箱形に接着した後、バスコークでつなぎ目を埋めました。さらにKitMill RD420のテーブルのボルトの位置と同じ箇所に、ねじ穴より大きめの穴(φ6~8mm)を開けています。 (これをKitMill RD420のテーブルと本体の間に挟み込んで、上からステンキャップで締めるのですが、ステンキャップにあらかじめOリングをはめて締めないと、テーブル下から油漏れしてしまいます。) |
 |
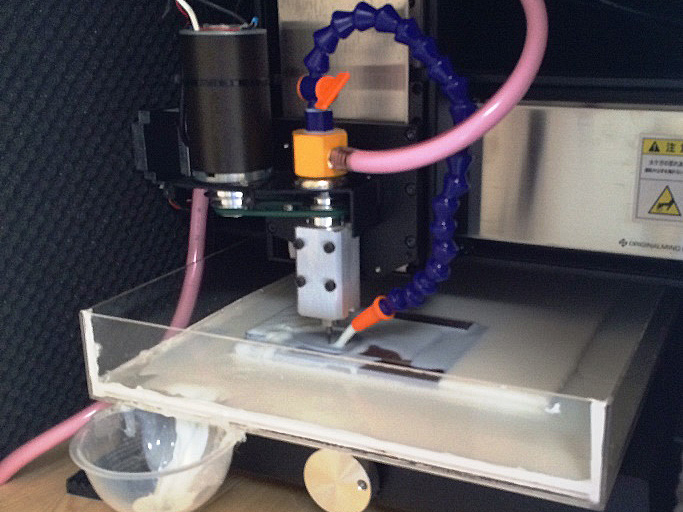
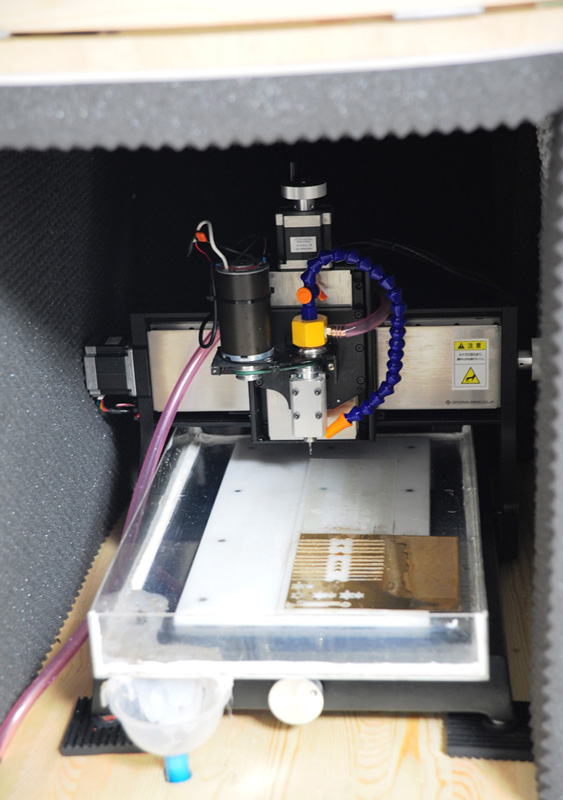
防音ボックスを正面から開けた内部の写真です。マグネットポンプに接続したガソリンホースを下から伸ばしてきてクーラントホース(青いホース)に接続しています。 ※クーラントホースのノズルの大きさを変えたり、つまみを絞ったりして、ある程度吐出量を制御できます。 |
 |
KitMill RD420を正面から撮った写真です。アクリルの箱から漏斗に切削油が流れ出すように穴を開けています。(※現物あわせをしていたらちょっと汚くなりました。ちゃんと図面を引かないとダメですね・・・)。でもカット部材が切削油で流れ出してしまっても、漏斗の上に網を置いておくと引っかかってくれるので実は便利です。 |
 |
切削油プールとマグネットポンプの位置関係の写真です。漏斗につないだホースは、プールの上に置いている切り粉用トラップ(丸い容器)につながっています。 マグネットポンプの出口の径とガソリンホースの径が合わなかったので、さらに大きな径のホースに差し込んでいます。※これでも事足りますが、本当は異径プラグを使うのが良いと思います。 |
 |
上の写真の切り粉用トラップです。100均で買ったプラ容器に穴を開けてメッシュを張り、ホットボンドで固定しただけの簡単な容器です。切削油プールのふたに穴を開けてこれを差し込み、ホースから切り粉を含む油が流れてくると、この容器の中に溜まります。定期的に容器だけ外して中身の切り粉を捨てています。 |
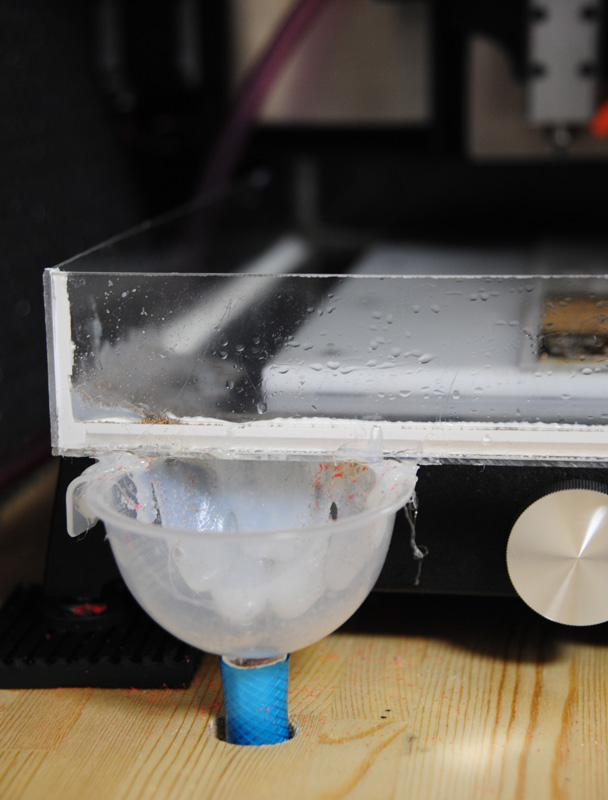 |
漏斗部分のアップです。アクリル製の箱とは接着剤でつないでいますが、外に液だれしないよう、箱の上からホットボンドを流し込んで隙間をふさぎました。 きっと、もっとお利口な方法があると思います・・・。 |
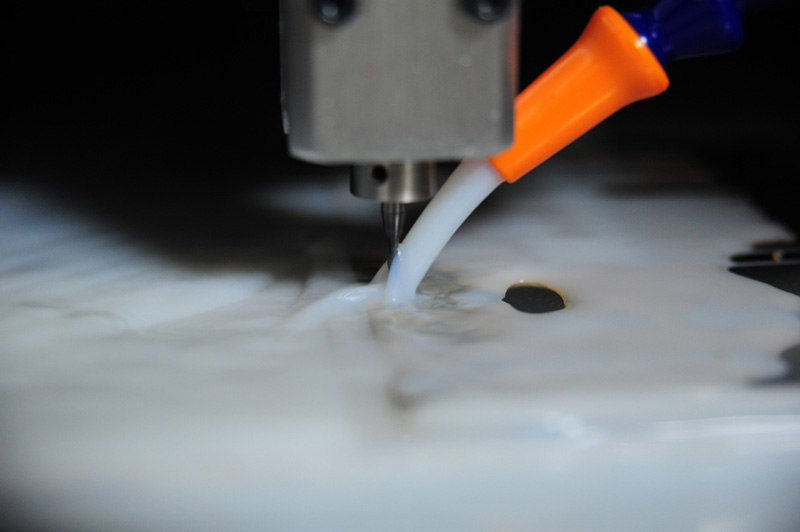 |
切削油を実際にかけているところのアップです。切削点が見えないほど切削油をかけても問題なく循環してくれます。 |
 |
加工例です。切削油をかけると、切り粉除去と冷却の両方ができるので、アクリルの切削面がきれいに仕上がります。(※写真の一部は、加工品を使ったストラップの例です。) |
 |
加工例その2です(加工品を使ったアクセサリー例もあります)。我が家のKitMill RD420は、主にミニチュア品を作るのに使われていますが、エンドミルの径が小さいと深さ方向のパスが増えてしまい時間がかかります。そんなときも「切り粉が絡まっていないか」とか「表面が荒れていないか」とかを気にすることが減りました。 |
動画
切削油を自動供給しながらの切削例(透明アクリル薄板の切り出し)