こんにちはゲスト様。MYページへはログインしてください。はじめての方はこちら(会員登録ページ)。
こんにちは様。 ログアウト
originalmind オリジナルマインド

当社社長のコメント
この作品を見て真っ先に感じたこと、それは「必然的な美しさ」です。作品の機構をどんどんと洗練させてゆくと、そのフォルムが「必然的に」美しくなってゆくということが時に起こります。「弾丸はより早く飛ぶために美しいフォルムを得た」という言葉をご存知でしょうか。これは装飾的な美しさとは対極にあるもので、機能美と呼ばれるものづくり特有の美しさです。この作品はその機構的な動きを、鑑賞者が「美しい」と感じるまでに洗練させることに見事に成功しています。しかも、この精巧で美しい機構を当社の最も低価格な機種であるKitMill BT100で作り上げたそうです。「弘法筆を選ばず」とは言いますが、とても驚かされました。
また、この作品に使われているトゥールビヨンは、部品点数が多い上にそれぞれに高い加工精度が求められ、さらに、組み立てにも高度な技術が必要とされる機構です。この作者さま自身、脱進機構の知見が全くない段階からこの複雑機構に挑戦し、見事に完成させたというその「挑戦心」も受賞の大きな理由に上げられます。
製作者の情報
| 製作者 | : | 上山 孔司様 |
使用している製品・部品
製作者のコメント
トゥールビヨン(約200年前に発明された時計のための特殊な機構)を作ってみました。
しかし、いざ設計して、物を作ってみると苦戦の連続でした。加工そのものに苦戦もしましたが、特に脱進機構には苦労しました。
脱進機構に関しては全く知見がありませんでしたので、時計の解説書やネットの情報をもとにして設計を行いました・・・が。いざ、モノを作ってみて動かしてみると、そもそも動かなかったり、脱進が継続できなかったり、効率が悪すぎたりと散々でした。
「再検討」→「試作」→「テスト」のサイクルを繰り返して、ようやく動くものが出来ました。(これに対してはCNCで「すぐにモノが作れること」が威力を発揮しました。)
写真
 |
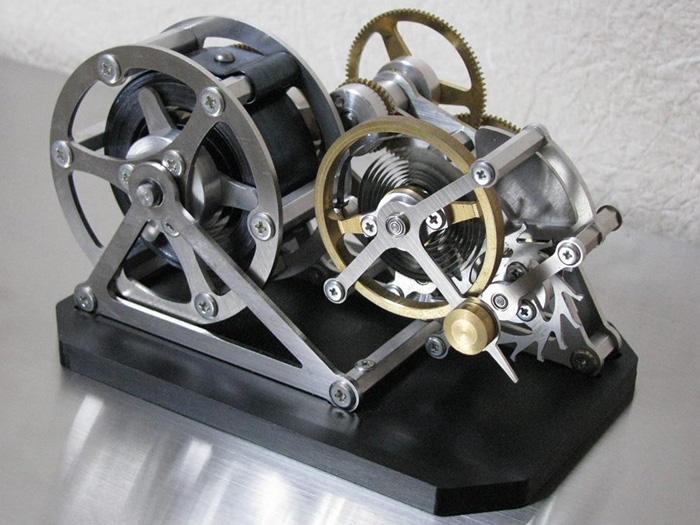
Ver1.1の外観です。トゥールビヨンのみの機能モデルです。 |
 |
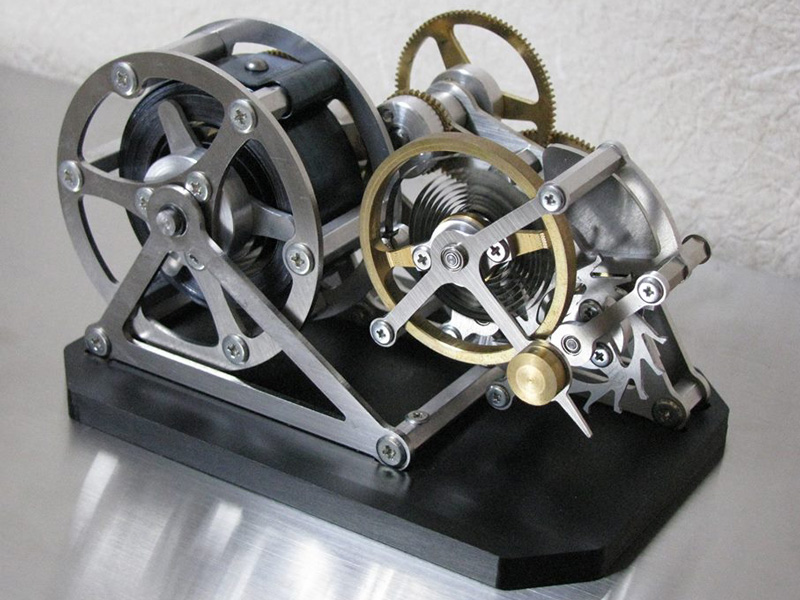
Ver1.2の外観です。Ver1.1を周りの人に見せたとき、「どこに針があるの?」を連発されたため、「針つけよう!」「てか、時計にしよう!」と思い立って作ったものです。 |
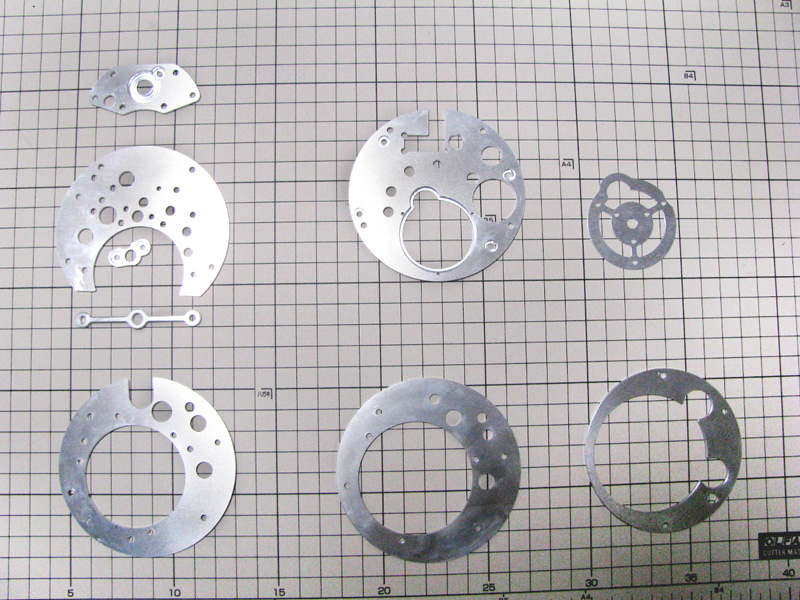 |
Ver1.2のメインフレーム(プレート)を切り出した状態です。厚さ2mmのジュラルミン板です。 |
 |
メインフレームの切り出しの状態です。右下は段取りの様子で、板の裏にマスキングテープを貼っています。その板の四隅に穴を開けて、フライスのテーブルにボルトで固定しています。大きな薄板ものに両面テープを使うと剥す際に、ワークの変形orテーブルに傷をつけてしまうための対策です。位置精度が必要な穴は最初に(外周を切り離す前に)加工しているので、精度も問題なさそうです。 |
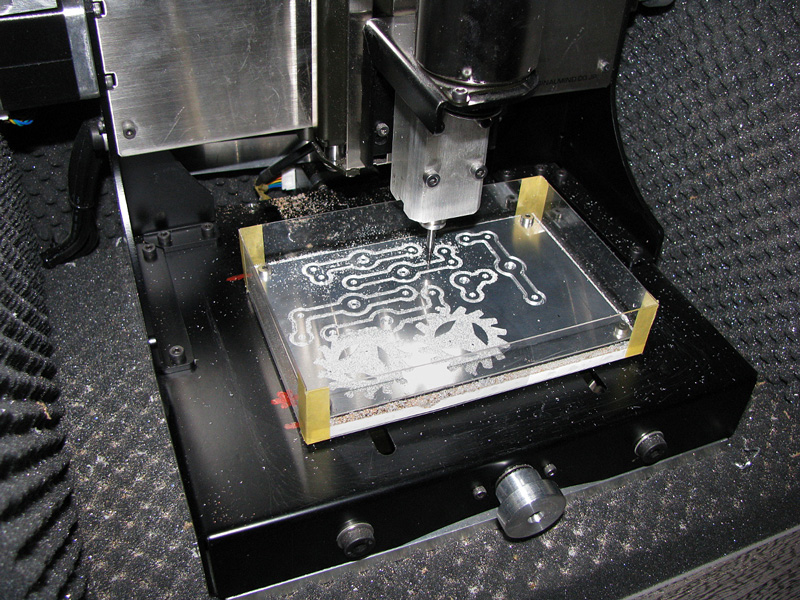 |
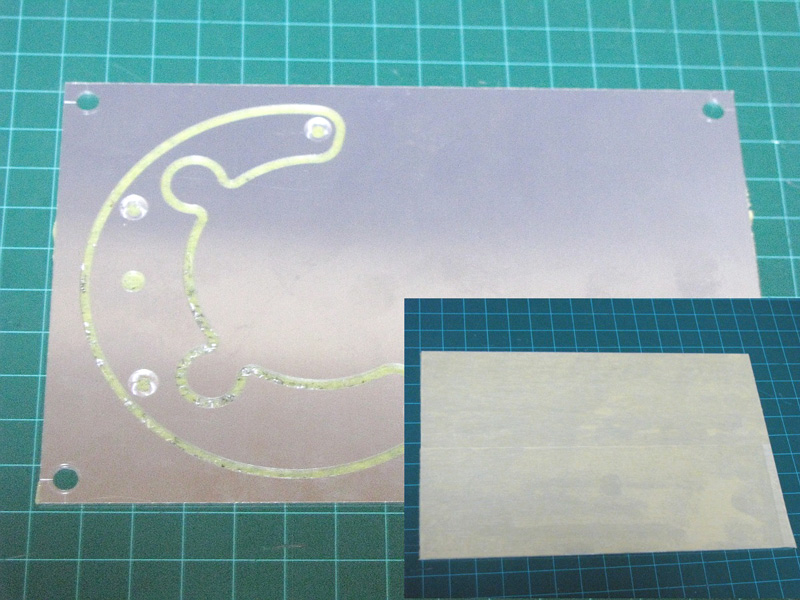
平板をKitMill BT100で切削している様子です。四隅をM4のボルトで固定しています。なお、四隅を切削範囲に設定しないのはもちろんですが、切削パスを確認して、早送り時にボルトの近辺を通過しないように注意しています。t1mmのジュラルミン板ですと(KitMill BT100の切削スペースの100×150)、四隅をボルトで固定するだけでも中央部が浮いたりせずに安定して切削できています。 |
 |
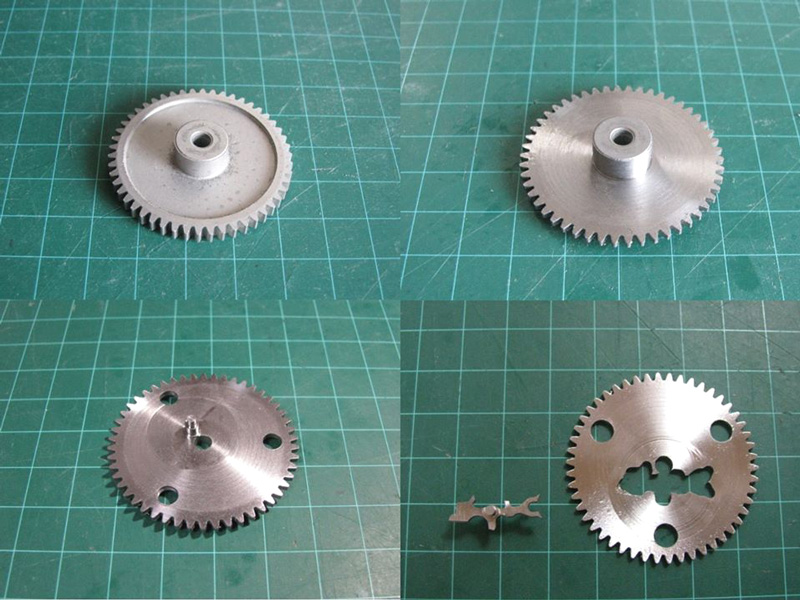
こちらはVer1.1のギヤ等の部品のフライスによる加工後の状態です。 |
 |
トゥールビヨンの心臓ともいえる「キャリッジ」の部品です。キャリッジの回転軸まわりのバランスを取るために、肉抜きも複雑ですが、こちらもフライスで追加工しています。その際、ギヤを抑えるための治具(と言っていいと思いますが)もフライスで作っています。 |
 |
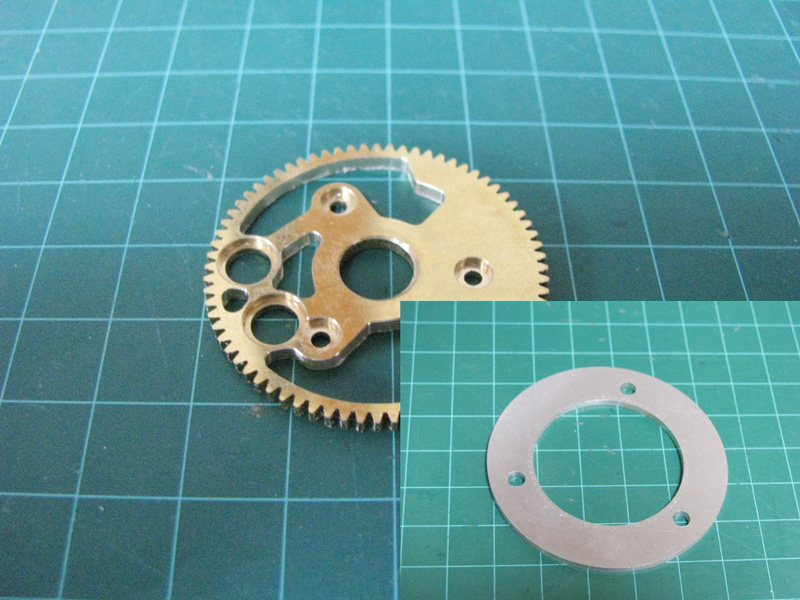
小物部品の追加工の図です。厚めの樹脂板に位置決め用の穴、もしくは溝等を入れてそれを基準にワークをセットして追加工しています。 |
 |
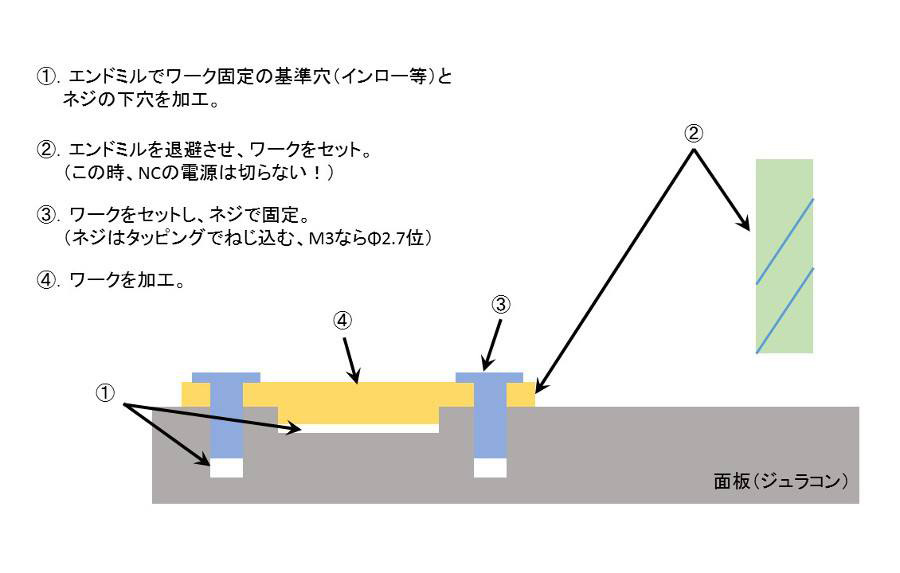
小物部品の追加工の手順です。まずは樹脂板をセットして、ワークの形(位置決め形状)に加工します。加工することで中心軸はもちろん、スピンドルに対する直角度も出せます。 |
 |
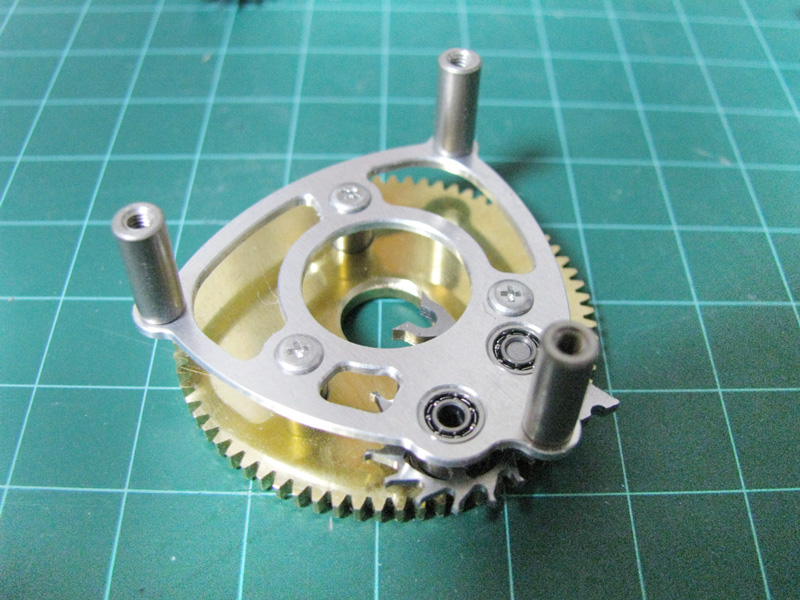
ワークをセットしたところです。今回はテンプの肉抜きを行いました。 |
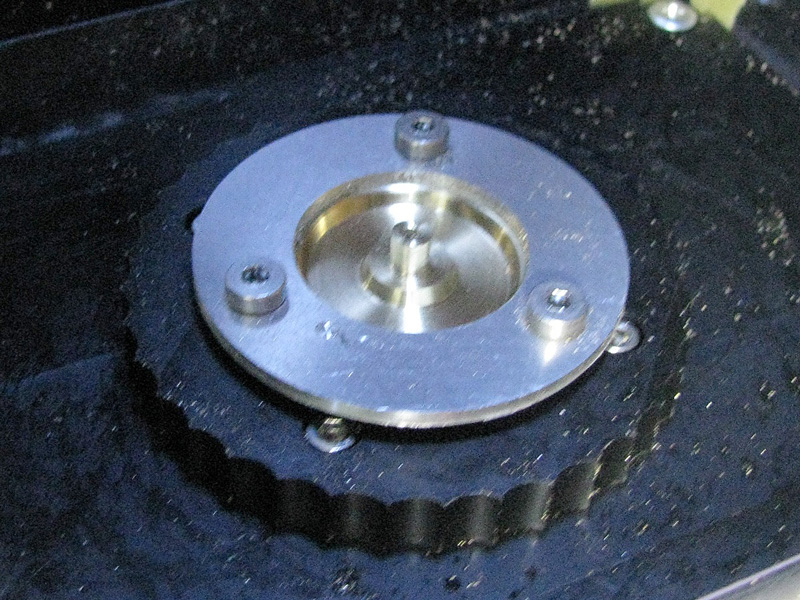 |
ワークを治具(ドーナツ円盤)にて固定したところです。ボルトの軸力で確実に固定しているので切削中に外れたり、ずれることも無いので、安心して他の作業を進めれます。 |
 |
脱進機構のキモとなるアンクル&ガンギ車の加工です。写真はアンクル。こちらはS45C(相当の焼結材ギヤ/生材)を追加工しています。切削条件(アルミの半分)を落として、超硬エンドミルで加工しています。ただし、フライス本体と刃具の負担も考え、フライスでの加工は最後の切り抜き部分のみにしています。 |
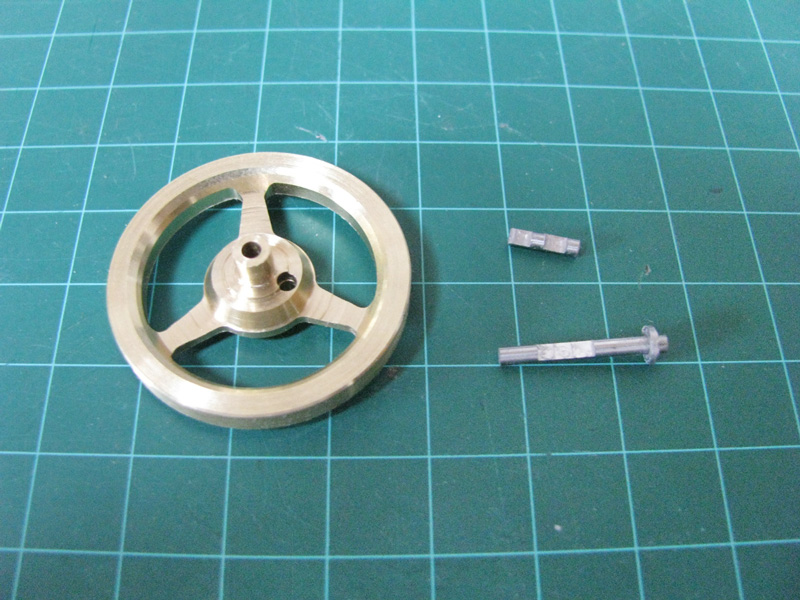 |
テンプ本体や軸等の部品です。軸も鉄(恐らくS50等の生材)ですが、寸法精度が抜群なのでフライスを使って切断してます。 |
 |
テンプと軸の接合の様子です。設定した軸方向寸法で間違いなく接着するために治具を使っています。こちらもフライスで準備。 |
 |
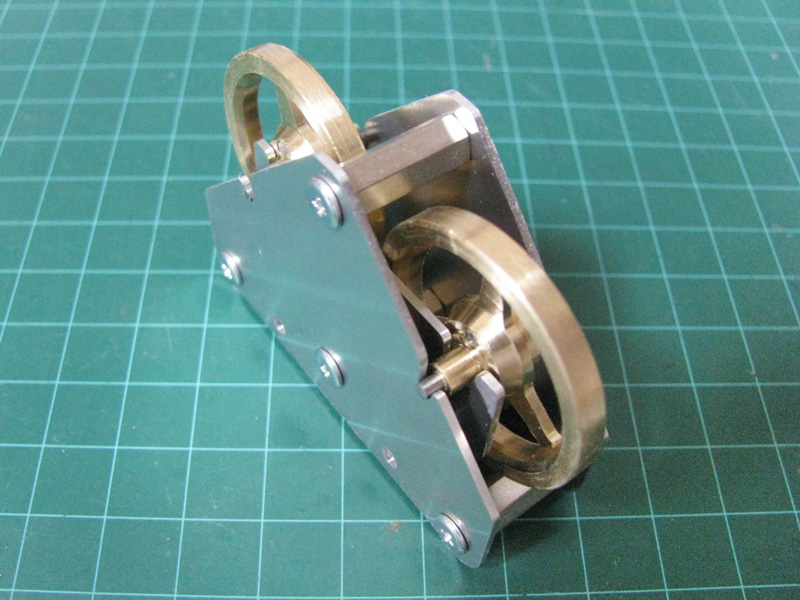
Ver1.2のキャリッジの組み立て途中です。 |
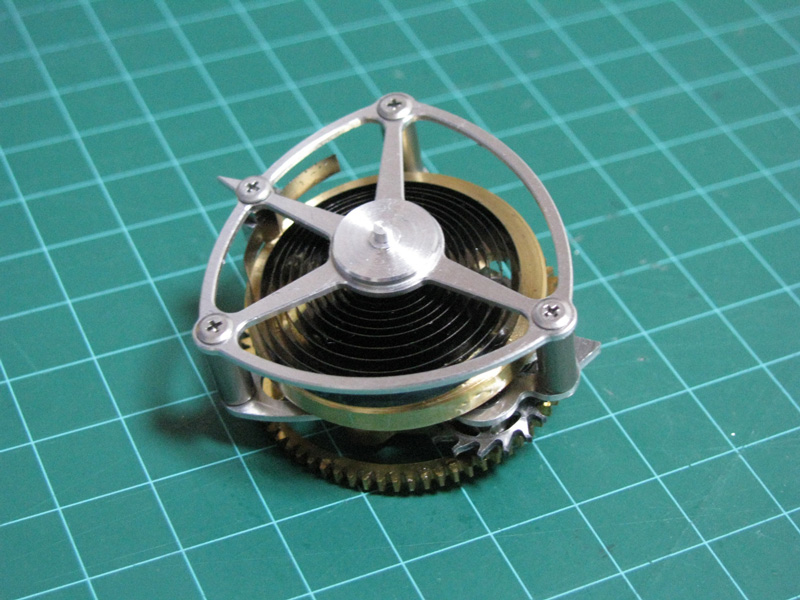 |
組みあがったキャリッジの全体です。 |
動画
トゥールビヨン1.1
トゥールビヨン1.2