1.刃先位置測定器 BMM-10Hの使用方法
[1-1] はじめに
材料表面をZ軸のワーク原点に設定する方法を解説します。
はじめに刃先位置測定器に同梱されている取扱説明書の「ご使用になる前に」の項目を行ってください。
内容
- 電池の取付
- 動作確認
- 清掃
- 取扱説明書には使用上の注意点も記載されていますので、あわせてご確認ください。
[1-2] 製品仕様
| 高さ精度 | 10mm 0~+0.01 |
|---|---|
| 繰り返し精度 | ±1μm(2σ) |
| 最小測定工具径 | Φ0.1mm |
| 測定圧 | 1N |
| ストローク | 1mm |
| タッチ信号 | LED点灯(緑) |
| 電池 | CR1620 1個(付属) |
| 電池寿命 | 連続10時間 |
| 質量 | 40g |
| 付属品 | 専用ストラップ |

[1-3] 使用方法
実際に刃先位置測定器を使ってZ軸のワーク原点を設定してみます。
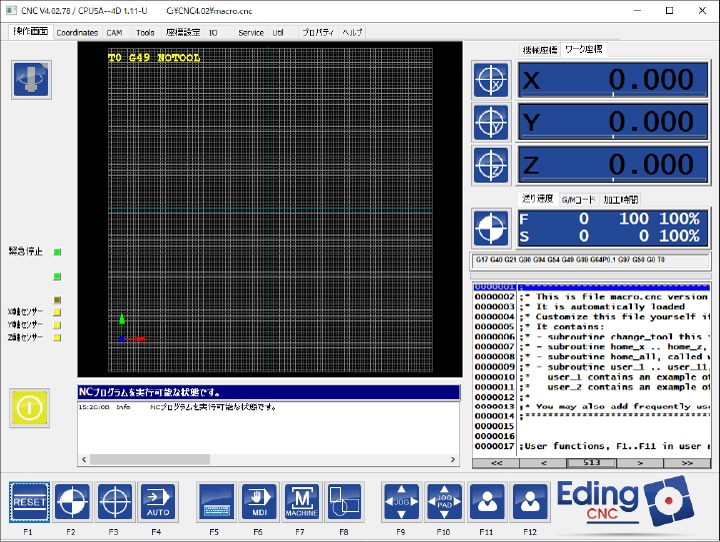
EdingCNC V4 を起動させ、加工機を操作できる状態にしておきます。
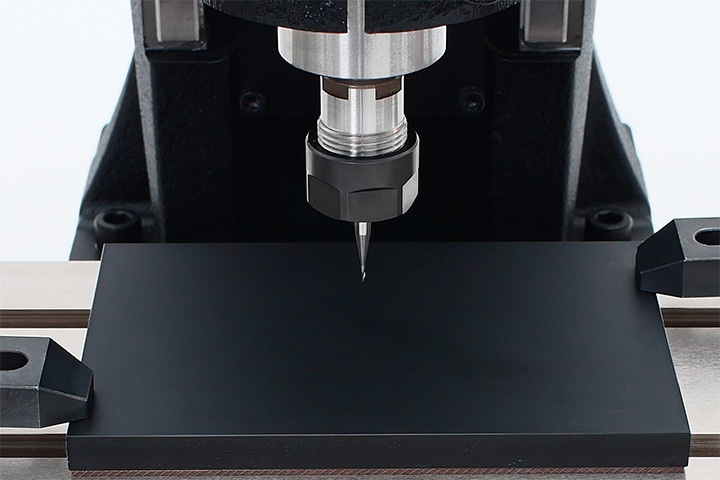
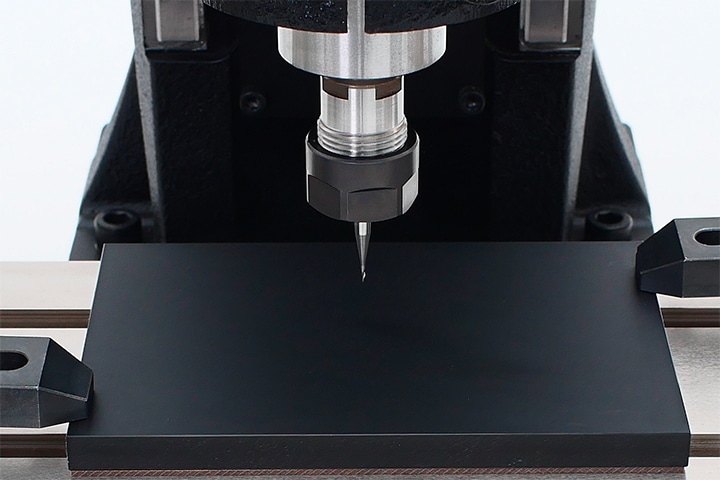
加工機に材料とエンドミルを固定します。
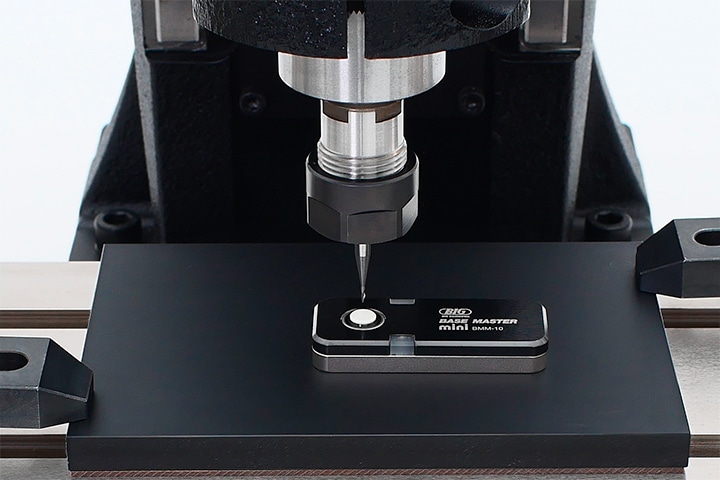
材料の上に刃先位置測定器を置き、エンドミルを測定面の真上に移動させます。
- 材料や刃先位置測定器にゴミが付着している場合は取り除いた上で作業してください。
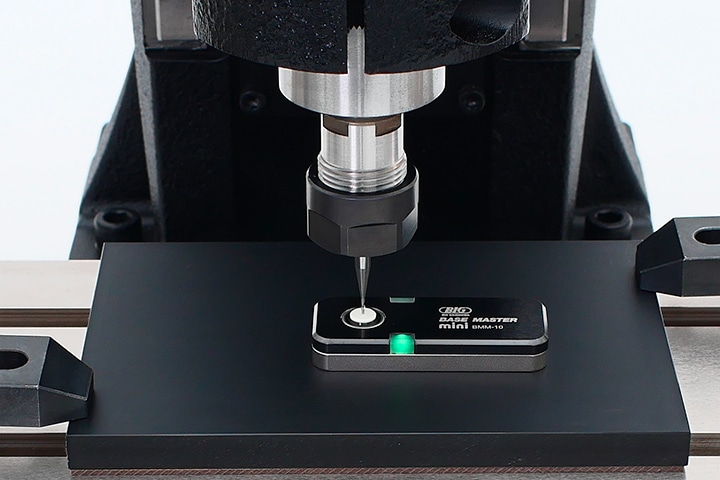
測定面の中心に向かってエンドミルをゆっくり下げていき、刃先が測定面に接触しLEDが点灯したところで止めます。
- できるだけ測定面の中心で測定してください。中心からズレるほど誤差が大きくなったり、小径のエンドミルの場合は折損する可能性があります。
- 測定面を押し込みすぎるとエンドミルや刃先位置測定器が破損するため、ゆっくりと慎重に操作してください。アルミハンドルでの操作を推奨します。
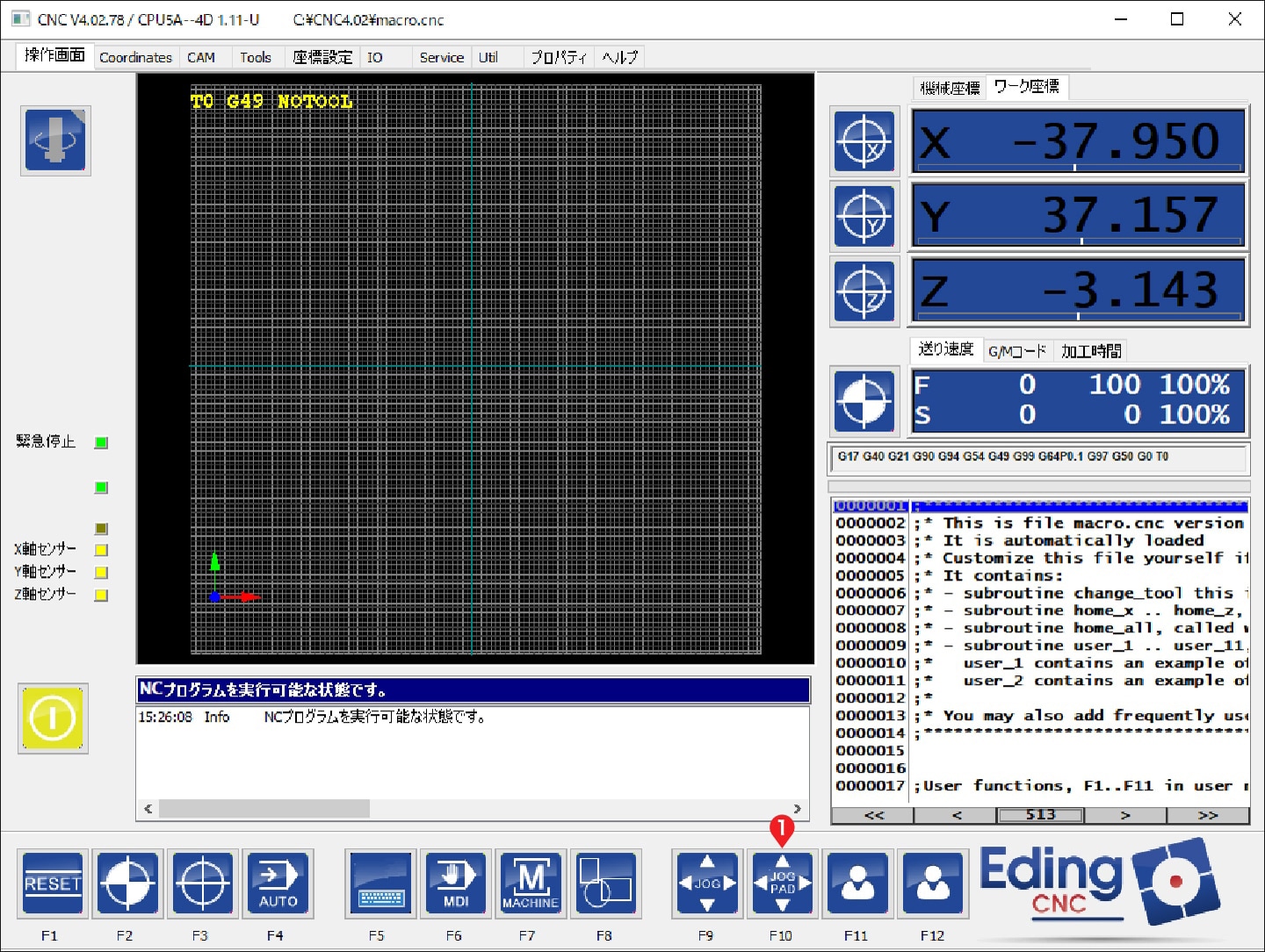
❶[JOG PADボタン]をクリックします。
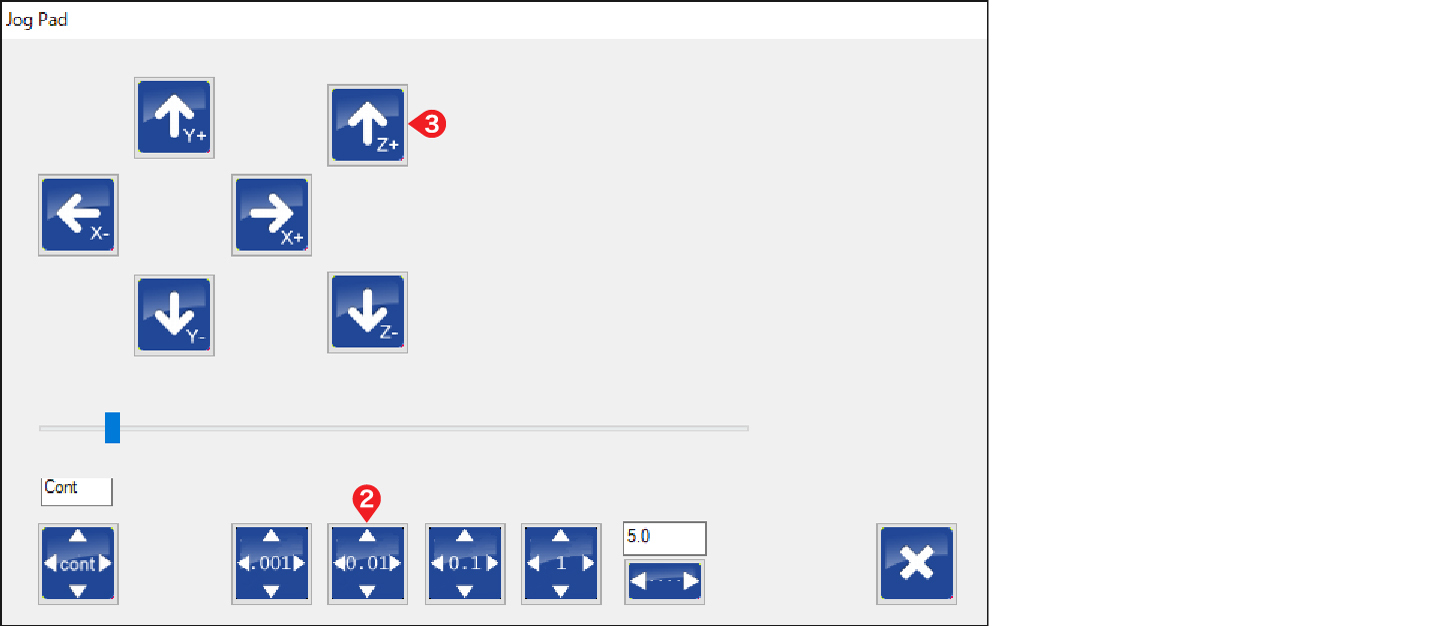
Jog Padウィンドウが表示されます。
❷[0.01ボタン]をクリックした後❸[Z+ボタン]をクリックするとエンドミルが0.01mm上がります。
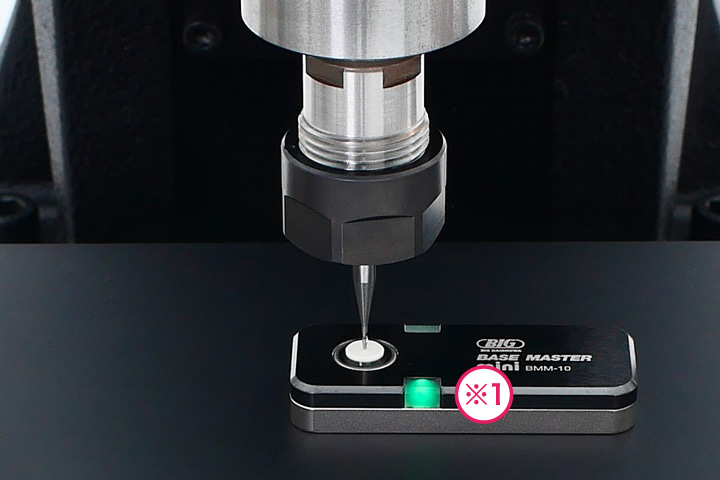
Jog Padウィンドウを使って、LEDが(※1 点灯)した状態で0.01mmずつ上げていきます。

LEDが(※2 消灯)した位置で止めます。
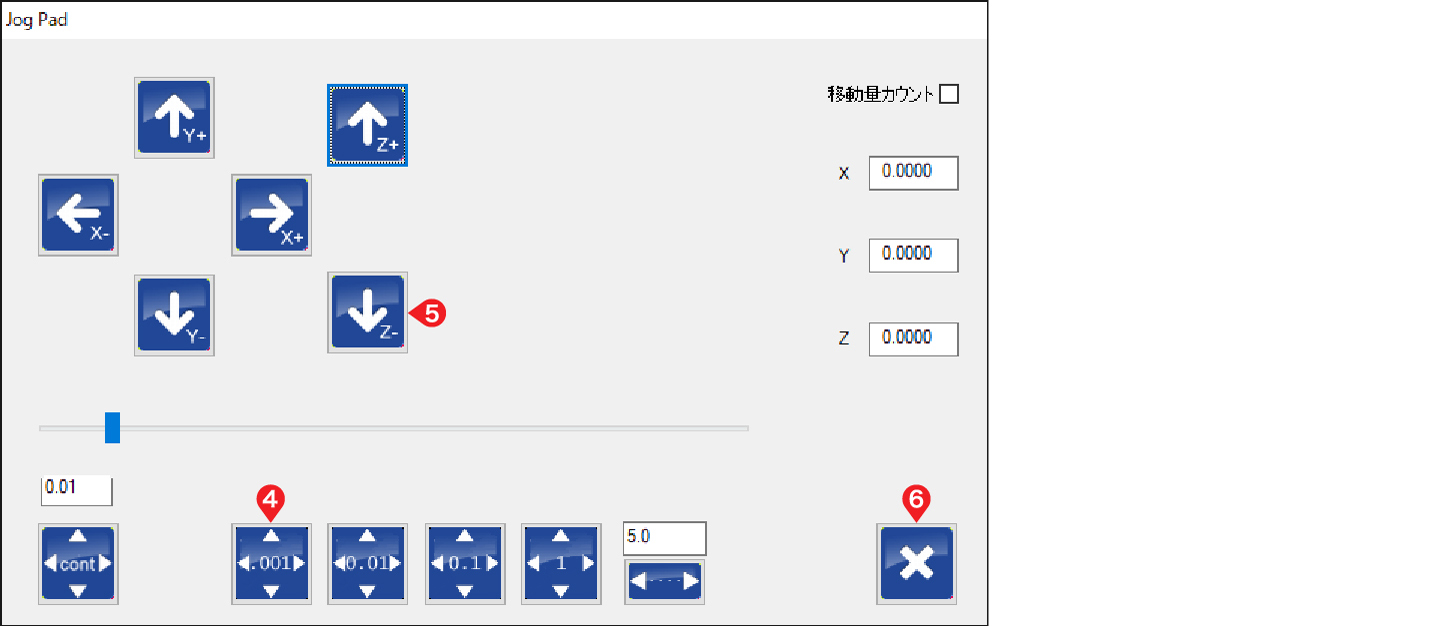
❹[0.001ボタン]をクリックした後❺[Z-ボタン]をクリックするとエンドミルが0.001mm下がります。

Jog Padウィンドウを使って、LEDが(※1 消灯)した状態で0.001mmずつ下げていきます。

LEDが(※2 点灯)した位置で止めます。
LEDが点灯した位置が材料表面から10mmということになります。
❻[×ボタン]をクリックしてJog Padウィンドウを閉じます。
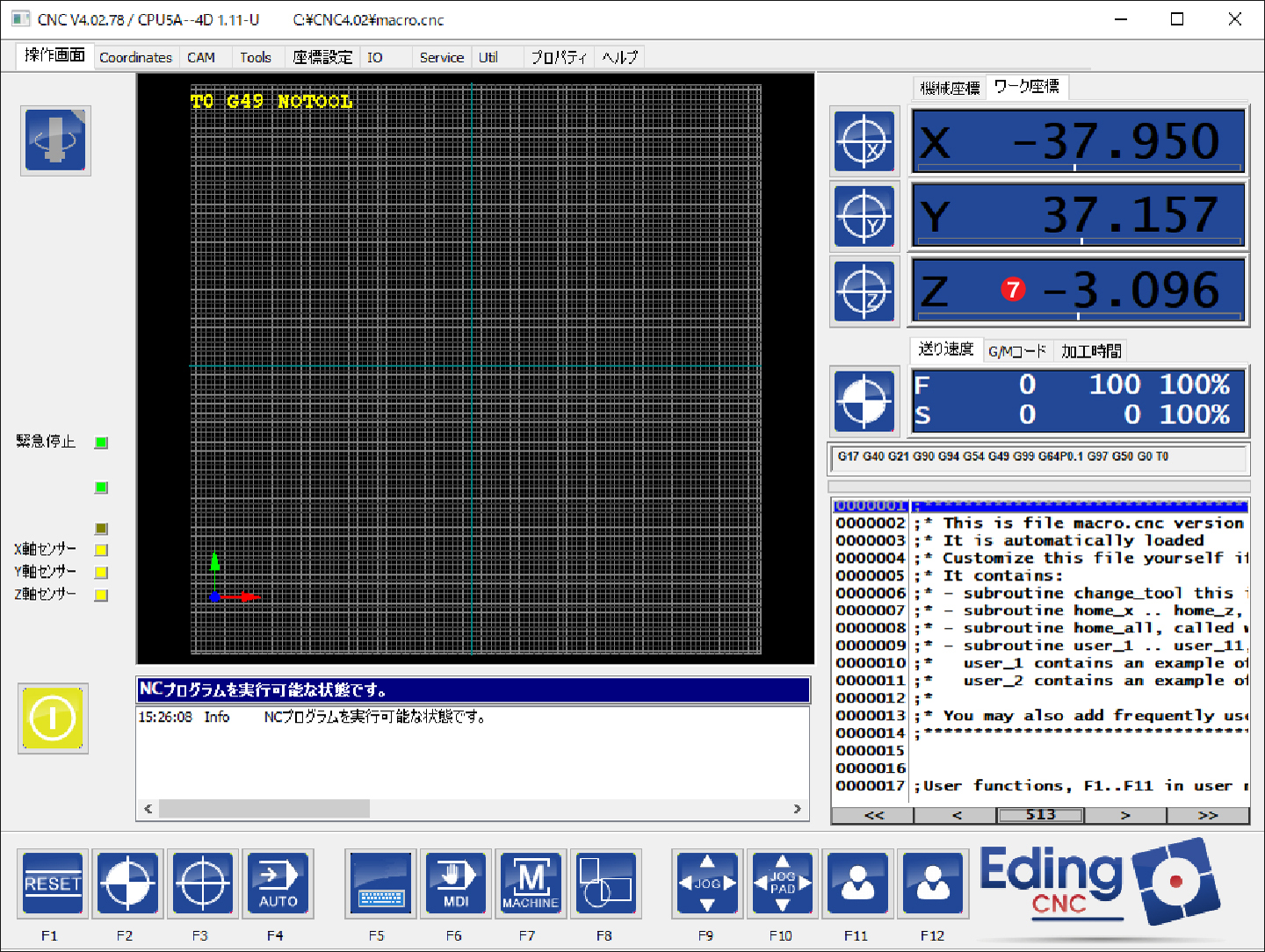
❼[Z軸のワーク座標を表示しているエリア]をクリックします。
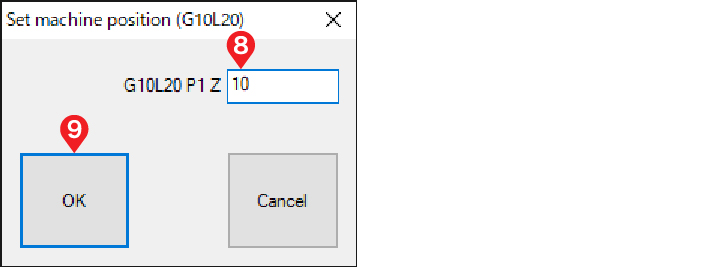
ダイアログボックスが表示されます。
❽[テキストボックス]に10と入力し❾[OKボタン]をクリックします。

現在のZ軸のワーク座標が10.000に設定されます。
これで材料表面をZ軸のワーク原点に設定できました。
エンドミルをJOGで上げて刃先位置測定器を取り除きます。
- アルミハンドルは使わずJOGで上げてください。アルミハンドルを使うとワーク原点がズレます。
これで刃先位置測定器を使った作業は完了です。